Вязание на машине дает много творческих эмоций, особенно если работа происходит без неполадок. Но подчас, любые уроки и курсы обучения технологии вязания не помогут, если она дает сбои в работе. Требуется знать, как их устранить, а такие знания на курсах не дают.
Предлагаем несколько рекомендаций по устранению дефектов, возникающих во время вязания на машине.
Стоит отметить, что дефекты вязания: сброс петель, поломка иголок, захват петель и другие дефекты вязания могут возникать у любых марок вязальных машин. Начиная от ручных однофонтурных машин "Северянка", "Нева-5" и заканчивая двухфонтурными компьютерными вязальными машинами с электроприводом, типа "Сильвер", "Бразер" и др.
2. Натяжение нити - главная причина появления дефектов полотна
Нет ничего обиднее, когда вязание подходит к концу и неожиданно оно прекращается сбросом всего изделия с игл.
Вязальная машина делает сброс всего полотна, как правило, по причине простой невнимательности. Но иногда, бывают и более веские причины: неправильной заправки нити в нитевод каретки; изношены щетки каретки; повреждены иглы; поломка деталей каретки.
Во время вязания может производиться сброс кромочных петель, растягивание края полотна (лохматая кромка), если каретка слишком далеко выходит за крайние рабочие иглы, или струнный натяжитель нити не вытягивает достаточное количество нитки и нить тянется из бобины.
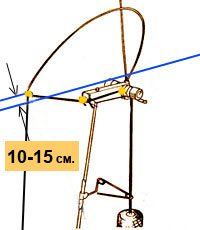
Перекос полотна, неравномерная плотность вязания, обрыв нитки чаще всего возникают из-за неправильно установленного натяжения нити пряжи. Ее натяжение меняется регулятором на нитеподатчике. Диск каретки вязальной машины регулирует только длину петли.
Отрегулируйте натяжение нити так, чтобы расстояние между горизонтальной линией и краем струны было 10-20см. Помните, что регулятор плотности на каретке не влияет на натяжение, а только регулирует длину петли.
2. Набор петель во время вязания
"Набор петель" - это специфический термин, используемый для машинного вязания. Понятие "набор петель" подразумевает сильно удлиненные петли с одним или несколькими набросками (прессовые петли), то есть, когда уже провязанные петли остаются на иглах. Вязальная машинка при чрезмерном удлинении таких петель обрывает их.
Набор петель может происходить, в том числе и на нескольких иглах одновременно. Причиной массового набора петель является сильное натяжение подаваемой к игле нити; недостаточное усилие оттяжки полотна или неправильный выбор плотности вязания.
Привязывание набранных петель на отдельных иглах возможно из-за неисправности самой иглы. При тугом вращении язычка крючка иглы петля задерживается на нем, а не соскальзывает.
3. При вязании на машинке у полотна появляются "дыры"
Дыры при вязании полотна образуются по причине обрыва петель из-за резкого увеличения натяжения нити или из-за появившегося узелка на нитке. Образовавшиеся зазубрины на деталях машины также способствуют этому.
Перечень других причин приводящих к обрыву пряжи: неправильно установлена нить в нитевод; наличие иглы со сломанным язычком или пяткой; вязание без парафина (для пряжи); иглы туго ходят в пазах игольницы.
Вязание может обрываться при неправильной заправке нити в системе нитеподачи; засорения нитепроводящих глазков; наличие прорезей, зазубрин в нитеводителе и нитепроводящих глазках.
4. Неравномерное вязание изделия
Вязание на машине должно производиться равномерными рядами петель. Причины неравномерного вязания : скачки натяжения нити в процессе схода ее с бобины (мотка) или при смене бобины (другой диаметр бобины); изменение на новой бобине плотности укладки пряжи; неодинаковая оттяжка полотна грузами; случайное изменение положения кулирных клиньев.
5. Поперечная полосатость полотна
Поперечная полосатость возникает полотна вследствие появления разреженных или уплотненных петельных рядов. Происходит такое, когда в полотне образуются петли разной длины. Такой дефект объясняется появлением различной глубиной кулирования на клиньях каретки; неодинаковый зазор между игольницами; разреженные или уплотненные петельные ряды; наличие разной толщины ниток на бобине.
6. Машинное вязание. Продольная полосатость
Продольная полосатость - это разреженные или уплотненные петельные столбики на полотне. Объясняется наличием в столбиках увеличенных или уменьшенных петель, образующихся вследствие разной рабочей длины игл; неравномерного перемещения игл в пазах игольницы (тугой или свободный ход); срабатывания отбойного зуба; тугого вращения язычка; погнутости головки иглы.
7. Перекос деталей изделий при вязании
Перекос деталей возникает, как правило, если вязание происходит с разной плотностью по вертикали от одного края к другому; из-за неправильной установки игольниц и направляющих каретки; неправильной оттяжки деталей вдоль петельных рядов.
8. Поломка крючков иглы вязальной машинки
Нить не соответствует классу вязальной машины (слишком большая толщина); иглы обеих игольниц касаются друг друга из-за неправильной установки игольниц двухфонтурной машины.
Поломка или искривление крючков игл
. Неправильно отрегулировано положение нитеводителя или щеток каретки.
9. Заклинивание каретки вязальной машины
Вязание на машине нередко омрачается, когда происходит заклинивание каретки. Причины: не прохождение узла пряжи; затяжка нити в системе нитеподачи; набор (захватывание) петель; забоина на игольнице; каретка ударяется в пятки поднятых или опущенных игл; нить не соответствует классу машины; сильное натяжение нити в системе нитеподачи; большая плотность вязания; загрязнение пазов игл; недостаточная смазка.
10. Требования к иглам вязальной машины

Иглы для вязания должны быть хорошо отполированы.
Наличие острых граней, зазубрин, трещин, ржавчины приводит к разрыву волокон нитей и затрудняет движение петель по иглам.
Язычки игл должны свободно вращаться вокруг своей оси. При закрывании головки язычок должен плотно прилегать к концу крючка.
Пятка иглы должны располагаться в одной плоскости со стержнем.
Иглы должны свободно двигаться в пазах игольницы параллельно граням пазов.
Размеры игл должны соответствовать размерам, указанным в инструкции для данной модели вязальной машины.
11. Смазка, уход за вязальной машиной

Ежедневно, прежде чем начать вязание на машине, следует вывести иглы в ПНП и жесткой щеткой прочистить пазы игольницы.
Обязательно нужно снять каретку и удалить пух, осевший между клиньями, смазать рабочие части клиньев.
В машинах с ручной прокладкой нити нужно провести каретку по игольнице, убедиться, что все подвесные платины возвращаются в исходное положение. В случае зависания отдельных платин нужно прочистить паз под платиной, а при необходимости - вывести ее из паза.
В зависимости от общего времени вязания на машине и вида применяемой пряжи, раз в две недели произвести чистку клиньев каретки;
раз в 2-4 месяца - смазку игл (за исключением машин со вставными желобами в пазах игл);
чистку оттяжек или пружин, подтяжку винтов крепления клиньев, нитевода, направляющих, проверку состояния щеток (кроме машин "Нева-2"); раз в 12 месяцев - чистку игольницы машины с удалением игл и заменой пружины или шнура.

Чистку вязальной машины начинают с обмахивания щеткой устройств и деталей, расположенных на верхней части машины. Чистку производят щеткой-сметкой и протирают детали чистой сухой ветошью (отходами безворсовой ткани).
Пух удаляют сначала из нитенатяжителя и направляющих глазков нитки, затем с нитевода, каретки и из отбойных зубьев игольницы.
После этого очищают ветошью от грязи и отработанного масла нитевод, каретку, игольницы, направляющие.
0чистку мягкой щеткой машины рекомендуется выполнять два-три раза в день при интенсивной работе машины.
При полной чистке машины с удалением игл тщательно очищают все пазы. В машинах с ручной прокладкой нити очищают пазы платин, промывают иглы и платины керосином.
Внеплановую чистку машины производят, как только появляется повышенное усилие при перемещении всех игл, а также при переходе с темных видов пряжи на светлые нитки.
Смазка производится маслом для швейных машин. Периодичность смазки клиновой части каретки зависит от интенсивности работы на машине.
На рабочих поверхностях клиньев (включая клин для подъема платин) постоянно должна присутствовать смазка.
Не подлежат смазке пазы, платины игольницы машин с ручной прокладкой нити, в пазах которых вставлены металлические желобки. Наличие масла в пазах этих машин сокращает срок службы игольницы, увеличивает износ пазов.
Смазка пазов и игл остальных машин производится путем добавления капли масла в каждый паз у передней направляющей со стороны пяток, иглы должны находиться в ЗНП.
Смазка направляющих рельс производится в 3-4 точках по длине направляющих по одной капле масла.
Пятки игл и клинья смазываются кисточкой.
При смазке каретки со снятием крышки вводится по капле масла на оси поворотных клиньев и рычагов.
После смазки, чтобы избежать загрязнения изделий, необходимо выполнить пробное вязание на машине бросовой нитью 10-15 рядов по всей длине игольницы.

































 ) Любите ли вы почтовые коробки? Нет-нет, не новенькие и красивые, а старенькие б/ушные, некрасиво исчирканные почтовыми работницами? Нет? Вы их... ту-да??? Нет! Нет! Это же бесценные "золото-брульянты" в чистом виде
) Любите ли вы почтовые коробки? Нет-нет, не новенькие и красивые, а старенькие б/ушные, некрасиво исчирканные почтовыми работницами? Нет? Вы их... ту-да??? Нет! Нет! Это же бесценные "золото-брульянты" в чистом виде