Серия сообщений "Токарный станок по дереву":Выбрана рубрика Токарный станок по дереву.
Часть 1 - Токарный станок по дереву - 1
Часть 2 - Токарный станок по дереву - 2
Часть 3 - Токарный станок по дереву - 3
Часть 4 - Токарный станок по дереву - 4
Часть 5 - Токарный станок по дереву - 5
Часть 6 - Токарный станок по дереву - 6
Часть 7 - Токарный станок по дереву - 7
Часть 8 - Токарный станок по дереву - 8
Часть 9 - Токарный станок по дереву - 9
Токарный станок по дереву - 1 |
Дневник |
Не думал, что придётся публиковать страницы о токарных работах по дереву. Неожиданно много появилось запросов на данную тему, особенно после страниц дневника о механике и конструкциях театральных кукол. И что бросается в глаза, всем хочется сделать токарный станок самому. То ли народ пошёл жадный, и не хочет платить за железо, то ли это хобби такое, конструировать станки в свободное от работы время, не понимаю. При развитом, да и не очень развитом социализме ничего не возможно было купить. Украсть, что угодно, пожалуйста, а купить - нет. Станок, это же средство производства, а в стране оно принадлежало государству. Сегодня покупай - не хочу, и сколько угодно, ан нет, сами будем клепать на коленках.
Self-made lathe for wood (токарный станок по дереву)
Вряд ли вам нужен самодельный станок для вытачивания балясин, ножек мебели или массового производства посуды и матрёшек. Эти работы требуют значительной мощности, размеров оборудования, а значит и специального помещения. Скорее всего вас устроит небольшой настольный токарный станок для модельных или макетных работ, для ювелирных изделий из дерева, для выполнения конструкций кукольной механики или игрушек.
Выяснив назначение вашего станка, подумайте, имеется ли у вас доступ к подходящим деталям. Хорошо, если вы работаете на машиностроительном заводе или на свалке металлолома, тогда ваши шансы собрать станок велики. В противном случае, придётся обойтись бытовой электродрелью и приспособлениями к ней.
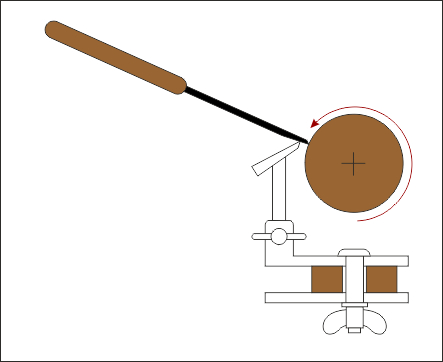
Принцип точения из дерева прост
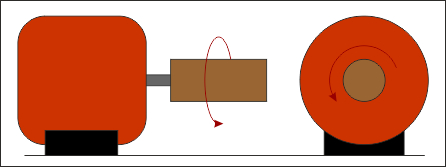
Деревянная заготовка быстро вращается. Рядом с ней расположен упор для руки со стамеской, которая и обрабатывает деталь.
Первое, что приходит в голову, туго насадить деревяшку на вал двигателя (просверлив в заготовке углубление), чтобы заставить её вращаться. Мысль верная.

Как придать идее божеский вид?
Крепим двигатель к доске на нужной высоте стяжками.
Рядом с валом, на котором насажена деревяшка, закрепляем подходящего размера металлический уголок. Он послужит упором для руки со стамеской (подручник). Край упора должен быть вровень с центром вала.
Решение не самое глупое. Именно с такой конструкции многие и начинают освоение токарного дела.
Первое, что хочется сделать, это зажмуриться и ткнуть стамеской в крутящееся дерево.
Если движок малюсенький, он остановится и будет гудеть пока не сгорит. Если движок приличной мощности, то стамеску вырвет из ваших рук, а если вы крепко в неё уцепились, то из заготовки вырвет кусок щепы или всю заготовку с вала двигателя.
Все эти незабываемые подростковые ощущения лучше всего получить именно сейчас, пока станок сопливый и у вас есть шанс выжить в ходе экспериментов.
Для начала замечу, глаза не закрывайте, лучше всего одеть защитные очки или щиток. Стамеску держите за рукоятку правой рукой, а левой крепко удерживайте железку резца, прижимая её к подручнику.
Есть два способа работы стамеской. Первый для “дураков”. Как вы догадываетесь, он для нас. Направьте стамеску перпендикулярно поверхности вращающейся заготовки (в сторону её центра) и постепенно подводите к ней полукруглое лезвие, или что там у вас есть! Когда появятся опилки от скобления деревяшки, смещайте стамеску вдоль заготовки в обе стороны, расширяя область точения. Старайтесь не нажимать на дерево, прижимайте стамеску левой рукой к подручнику. Таким образом вы грубо “обдираете” заготовку, сшибая углы и придавая ей приблизительные очертания требуемого профиля. О технике точения позже поговорим.
Такая практика необходима не только для понимания принципа токарной обработки древесины, но и для изучения слабых мест конструкции.
Если деталь то и дело тормозиться и останавливается при точении, значит вы стараетесь снимать толстую стружку, а двигатель не тянет, мала его мощность. Если после “обдирки зазор между подручником и деталью увеличился, а уменьшить его не просто, значит надо подумать о способе быстрой смены положения подручника, о его конструкции и креплении. Если заготовка такая длинная, что её свободный конец вибрирует под резцом, надо подумать о его фиксации центром задней бабки. Да и видно, что маленькая скорость вращения не позволяет получить нужную чистоту обработки детали.
Все эти претензии к вашему первенцу учитывает станок с задней бабкой (передняя та, что вращает заготовку) и подручником на станине, имеющей направляющие. Зачем направляющие? В задней бабке крепится центр, которым поджимают свободный торец заготовки. Бабка постоянно сдвигается на станине ближе-дальше относительно передней бабки в зависимости от длины заготовки. Их соостность нарушится, не будь на станине направляющих. Вместо заднего центра можно вставить кулачковый патрон со сверлом для сверления в торце детали отверстие. Сверло должно смотреть точно вдоль оси вращения заготовки, а это обеспечивается направляющими станины.
Основная сборка станка в полной комплектации
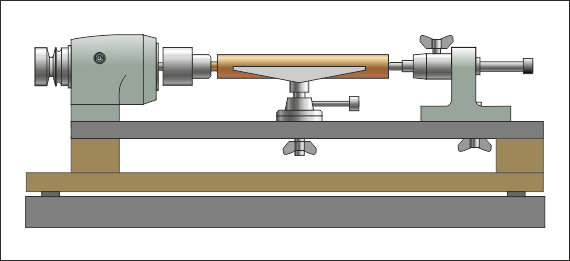
Длинная заготовка поддерживается задним центром (неподвижный металлический конус). Его надо периодически вдавливать в торец заготовки и смазывать, чтобы дерево не скрипело.
Сборка станка для консольной обработки деталей
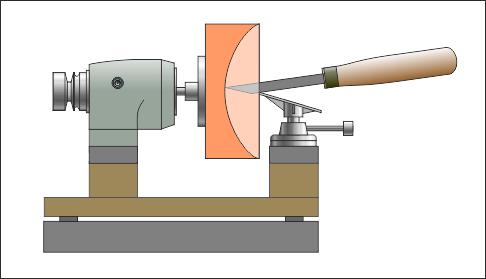
Если вы рассчитываете обрабатывать только короткие детали (фигуры шахмат, шары, бусы, посуду), то спрячьте заднюю бабку и направляющие станины. Это значительно упростит ваш станок.
Можно отказаться от сверления и от направляющих станины, но от подручника удобной конструкции отказаться нельзя.
Подручник и переднюю бабку можно прихватывать струбциной просто к столу. Этим путём идут все умельцы, использующие ручную дрель в качестве передней бабки.
На рисунке деревянная заготовка прикручена шурупами к планшайбе. Стамеской вытачивается внутренняя полость чаши.
Рассмотрели два основных варианта компоновки станка. Надеюсь, вам понятно назначение узлов сборки и предъявляемые к ним требования.
Подручник с упором для стамески

На свойствах этого узла остановимся подробнее.
Упор подручника должен регулироваться по высоте и по направлению в горизонтальной плоскости. Кроме того, сам подручник постоянно меняет своё расположение на станине, что требует лёгкого его освобождения и фиксации в любом месте станины.
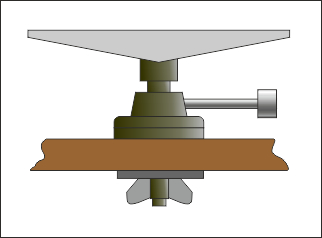
Один из вариантов конструкции подручника.
Надо учитывать, что движение стамески по упору приводит к его износу, нарушается прямолинейности и гладкость поверхности. Стамеска цепляется за вмятины и зарапины, затрудняя процесс точения. Старайтесь делать планку упора из прочного металла.
Устанавливайте минимальный зазор между подручником и заготовкой, постоянно придвигая его к обрабатываемой поверхности и поворачивая вдоль поверхности (точение конуса или цилиндра).

Обычная высота кромки подручника на уровни центров станка. Если диаметр цилиндрической заготовки очень большой, подручник поднимается выше центров.
Если подручник установлен выше центров, то стамеска всё равно направлена перпендикулярно поверхности заготовки.
Шпиндельная головка

Такой параметр станка, как точность, во многом зависит от точности его шпиндельной головки. Не устанавливайте первый попавшийся вам агрегат, проверьте его работоспособность. Не всё то, что плохо лежит и вертится, можно назвать шпинделем. Люфт вала не допускается, ни радиальный, ни продольный (не должен дрыгаться и стучать от усилий рук).
Электродвигатель передаёт вращение валу с помощью шкива и ременной передачи.
Рассматриваемый станок базируется на компактной шпиндельной головке высоко точного шлифовального станка. Биение вала в пределах двух микрон (сопоставимо с точностью часового станка).
Если у вас случайно окажется подобный списанный станок, оставьте себе его шпиндельную головку, а остальное железо выбросите.
Посадочное место - отверстие с внутренней резьбой и фаска, позволяет устанавливать в шпиндель переходники для различных насадок .

Центр передней бабки надо было изготовить самому. Наиболее ответственный момент, шлифование высоко точной резьбы.
Напоминаю, биение центра не допустимо. Желательно провести его шлифовку по месту при вращающемся шпинделе. Думаю, для дерева вам он не очень нужен.
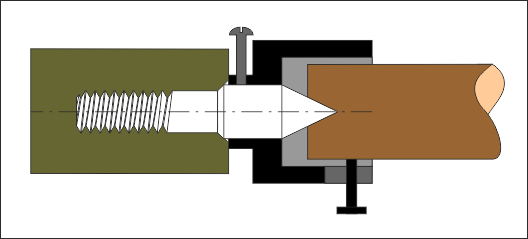
Переходной винт с двухсторонней высокоточной резьбой необходим для установки на шпиндель различных насадок.


Зубчатая втулка заменяет собой традиционную вилку, на которую набивают передний торец заготовки (зубья увеличивают сцепление с заготовкой при вращении). Отверстие втулки можно использовать для консольного закрепления короткой заготовки (в отверстие забивается кусок дерева).
Вращающийся центр

Чтобы сделать миниатюрный вращающийся центр для задней бабки, мне пришлось потратить столько же времени, сколько на сборку всего станка. Твёрдосплавный наконечник, и два внутренних подшипника можно назвать шедевром. Такими центрами поджимают металлические заготовки (простая смазка не спасла бы деталь от перегрева). Думаю, вам он и не нужен. Для дерева достаточно неподвижного заднего центра.
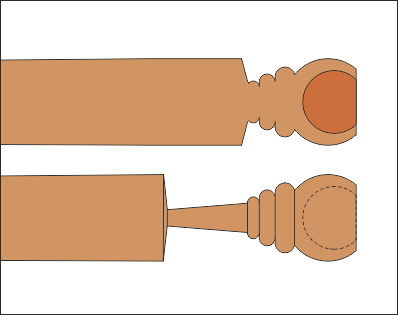
Поводок

Эта насадка-поводок на центре шпинделя для обработки детали со штырём, вбитым в дерево рядом с передним торцом. Такая самодеятельность иногда упрощает нам жизнь.

Два хомута. Один надет на деталь, другой на центр шпинделя. Хомут на шпинделе с загнутым винтом выполняет роль поводка для хомута на детали. Всё вращается.
Хомуты

Маленькие хомутики обычно одеваются на металлическую заготовку, закреплённую в центрах (без гребёнки). Но возможно их применение и в работе с деревом.
Планшайба

Планшайба приворачивается к обработанному торцу заготовки короткими шурупами (не менее трёх) и вворачивается в шпиндель. Такое крепление позволяет выполнять внутреннюю расточку изделия и многие другие работы.

Трёхкулачковый самоцентрирующийся патрон приобретается в инструментальном магазине. Их два, один для передней бабки, другой для задней (сверление отверстий в деталях).


Трёхкулачковый самоцентрирующийся патрон

Можно сказать, штатная сборка шпинделя. Двигатель не показан, чтобы не перегружать картинки. Он достаточно мощный с регулируемой скоростью вращения.
Техническая бормашина

Техническая бормашина в наши дни продаётся по доступной цене, и самому её делать не стоит. Инструмент крайне важен во всех ситуациях. Надо знать, что стамеска очень часто может быть заменена бормашиной с мини фрезой.
Мне хотелось дать вам в сжатом виде необходимые знания о конструкции токарного станка, которые могут помочь в проектировании и сборке агрегата с учётом ваших потребностей. Давать же советы о "приёмчиках", способных из ничего сделать конфетку, мне совесть не позволяет. Рубрика содержит достаточно страниц с примерами из интернета о самодельных станках.
Метки: токарный станок по дереву самодельный станок по дереву точение дерева self-made lathe for wood Strung de lemn |
Токарный станок по дереву - 2 |
Дневник |
Продолжение рубрики "Токарный станок по дереву"
Предлагаю познакомиться с практикой умельцев, которые мне удалось найти в сети. Не скажу, что сделал для себя открытие, уровень любительский, а о дизайне лучше промолчать. Повторю сказанное на предыдущей странице, не занимайтесь самодеятельностью, купите себе самый дерьмовый станок, поверьте, он все равно будет лучше вашей самоделки.

Принцип действия этого станка очень прост. Большое значение для его работы имела простая крепкая веревка, верхние концы которой привязывались к твердо закрепленной гибкой жерди. Опускаясь вниз, веревка обвивала вал станка и затем закреплялась своим нижним концом на доске-педали. Если человек периодически нажимал на педаль, то, как это видно из рисунка, вал станка (в данном случае валом является само изделие) приходил во вращение. Заметим, между прочим, что это устройство для привода в движение вала (изделия) станка очень напоминает способ добычи огня первобытными людьми.

В Марокко местные ремесленники до сих пор с успехом пользуются токарными станками с лучковым приводом.
Этот кадр я вырезал из видео о виртуозной работе ногами и руками марокканского токаря.
Правая рука быстро тянет и толкает лук, как смычок скрипача, от чего деревяшка вращается туда-сюда, а левая держит стамеску за рукоятку, управляя точением. Самое удивительное, что правой ступнёй токарь водит лезвием стамески по детали! Левая ступня прижимает бабку с центром (другая бабка закрепленанеподвижно).

Рис.1 Внешний вид токарного станока из старых деревяшек:
Основание станка - доски толщиной около 20 мм, соединенные между собой шурупами и клеем. С правой стороны основания находится вертикальный деревянный кронштейн, к нему болтами М5 привинчен электродвигатель МШ-2 от швейной машины.

Рис.2 Основные узлы токарного станка из старых деревяшек.
1 - винт задней бабки (болт М10), 2 - корпус задней бабки, 3 - гайка, 4 - винт-фиксатор задней бабки, 5 - пластина, 6 - шпиндель (болт М10), 7 -подшипники, 8 - шкив, 9 - кронштейн, 10 - передняя бабка, 11 - продольная доска основании, 12 - поперечная доска основании, 13 -электродвигатель МШ-2, 14 -уголок (15х 15 мм), 15 -лицевая доска.
Шпиндель передней деревянной бабки сделан из обычного болта М10; в его головке просверлены три отверстия, в которые вставлены три заостренных стержня, образующие так называемую гребенку. Шпиндель вращается в двух подшипниках врезанных в переднюю бабку. Шкив - из двух консервных банок: одна 0 100, другая - 98 или 102 мм. Каждая из них обрезается до высоты 10-15 мм, банки вставляются друг в друга и зажимаются между двумя круглыми фанерными щечками.
Задняя бабка - деревянный брусок, сквозь который пропущен болт. Конец болта пропущен через гайку и заточен на конус.
К верхнему краю лицевой доски привинчивается кусок стального или дюралюминиевого уголка — опора для режущего инструмента.
Опубликовано:
В. Денбский г. Новосибирск.
http://freeseller.ru

Рис.3 Внешний вид токарного станка дрели.
После наладки станка между зубчатой оправкой и вращающимся центром прочно зажимают деревянную заготовку, которую вначале подготавливают, обтачивая полукруглой стамеской, а затем обрабатывают инструментом со скошенной режущей частью. В ходе работы следят, чтобы расстояние между опорой и деталью не превышало 5 мм для удобства работы с инструментом.
В качестве токарного станок позволяет изготовлять, например, ручки для инструмента, а также точеные детали различных конфигураций.



Токарный станок для дерева. Мотор ПИК 12-3/10.1 от болгарского магнитофона/ накопителя. Патрон польский, до 150 мм. Правая бабка с вращающимся центром и подачей на 20 мм. Суппорт фиксируемый, перемещается по горизонтали. Точу на нем ручки для напильников, мелочь вроде солонок, пуговиц. Суппорт получился слабый, вибрирует на твердом дереве, буду переделывать.
http://plazon.ru/pro-radio/mastak/ts.html

Автор: не указан
Населенный пункт: Самара
Изучите промышленные образцы (бытовые) токарных станков по дереву . На некоторые я привел технические характеристики. Они могут стать ориентиром для конструкторов-любителей, а может быть, и для покупателей.


BASIC - минимальный комплект предназначен в первую очередь для детей и позволяет собрать простейшие станки: лобзик, 3 варианта токарных станков по дереву, шлифовальный станок, ручную шлифмашинку, минидрель.
Имеет ограниченные возможности для модернизации.
Основное назначение - токарная обработка древесины любых пород. Высота центров над станиной - 25 мм. Таким образом, на станке можно обрабатывать заготовки диаметром до 50 мм и длиной до 135 мм. Кроме того, есть возможность обрабатывать тонкие заготовки диаметром до 6 мм из пластмасс и цветных (мягких) металлов. В этом случае заготовка помещается внутрь шпинделя и закрепляется с помощью цанговых зажимов диаметром от 0,5 до 6мм. Такой способ крепления заготовки позволяет также делать центральное сверление, закрепив сверло в задней бабке. При необходимости торцевого точения короткой заготовки, ее можно закрепить на планшайбе.
Очень приличная модель настольного станка, годится для профессиональных работ с деревом.

|
Метки: токарный станок по дереву самодельный станок по дереву точение дерева Strung de lemn |
Токарный станок по дереву - 3 |
Дневник |
Энтузиасты конструируют токарные станки для того, чтобы на них точить дерево. Не поленился, нашёл в сети подходящий к случаю текст. Он, мягко говоря, не нов, но лучше мне его потом дополнить или прокоментировать, чем городить огород на пустом месте. К тому же, он представляет определённую ценность, как памятник эпохи. Чего стоит только чугунный станок до военного образца на картинке в тексте.
А.М. Коноваленко
Точение древесины
Среди механизированных видов обработки древесины точение относят к наиболее древним. Вытачивание из дерева, как и резьба по дереву, является одним из наиболее распространенных видов художественной обработки древесины. Простота операции и возможность быстрого изготовления точеных изделий, достижение высокой степени их полировки, лаконизм и гармония форм — все это способствует широкому применению данного вида обработки древесины. К тому же разнообразие приемов позволяет вытачивать детали любой сложности. Владея этим мастерством, житель города и деревни в домашних условиях может создать неповторимый интерьер, где точеные изделия будут выполнять как утилитарную, так и декоративную функции.
При вытачивании резание осуществляется путем вращательного движения заготовки и продольного (осевого), а также радиального и тангенциального перемещения режущего инструмента — подачи. В домашних условиях используют токарные станки, где подача осуществляется не механическим путем, а вручную, что требует от исполнителя определенных знаний и опыта. В зависимости от вида обработки поверхностей, различают различные режимы резания при точении: обтачивание, растачивание, подрезание (торцевание). Есть еще и такие, как подрезание уступов, вытачивание канавок, нарезание резьбы и т. д.
Точение можно вести как вдоль (продольное точение), так и поперек волокон древесины. Завершающим этапом в изготовлении точеных изделий является отделка. Для текстурных пород — дуба, грецкого ореха, сосны, кедра, красного дерева — в основном применяют прозрачные декоративные покрытия — лак, политуры, пчелиный воск и прочее. А для малоценных, с невыразительной текстурой пород — ольхи, березы, осины, липы, некоторых разновидностей бука — применяют дополнительную художественную отделку: резьбой, росписью, травлением под более ценные породы, обжигом, выжиганием, отделкой перламутром, металлом и т. д.
Точеные детали можно разнообразить, применяя прямоугольные элементы. Для этого у точеных форм подрезают углы. Иногда выточенную деталь используют для окантовки прямоугольных плоскостей у мебели. Делают это следующим образом. Вытачивают по шаблону цилиндрическую деталь со многими выточками, края у которых закругляют. Затем такую деталь разрезают симметрично на четыре части, которыми и обкладывают (в виде резного бордюра) края плоскости.
Наиболее часто точеные детали применяют для мебели. Здесь они служат украшением. Выточенные элементы должны быть композиционно увязаны с изделием и с интерьером в целом как по стилю, так и по масштабу.
Токарные станки и режущие инструменты
Рассмотрим устройство настольного токарного станка (рис. 1). Станина токарного станка (1) изготовляется из металла (в самодельных конструкциях ее делают из твердой породы дерева). На ней крепятся все основные узлы токарного станка. Передняя бабка токарного станка (4) — неподвижна, крепится к станине болтами. Изготовляется преимущественно из чугуна в виде фасонной отливки. В кронштейнах бабки находятся запрессованные в нее подшипники, где вращается шпиндель токарного станка (5). В его центральной части насажен двухступенчатый шкив, который через ременную передачу (2) передает вращение шпинделю от электродвигателя токарного станка (7). Шкив, ременную передачу, электродвигатель токарного станка защищает кожух (3). Правый конец шпинделя токарного станка имеет резьбу для установки токарных патронов (6), в которые крепится деревянная заготовка для точения. Назначение передней бабки — закрепить деталь и обеспечить ее вращение. Задняя бабка (10) может осуществлять возвратно-поступательное движение вдоль станины токарного станка. Она состоит из литого чугунного корпуса, в верхней части которого находится зажимный механизм, а в нижней — фиксирующий, удерживающий заднюю бабку в необходимом положении.
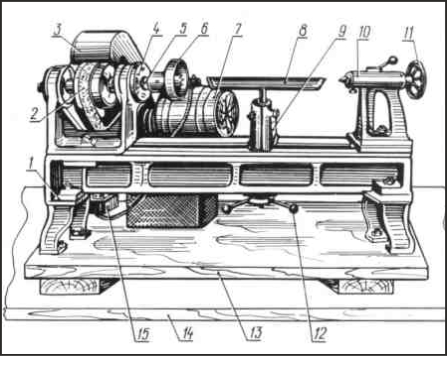
Рис. 1. Настольный токарный станок по дереву:
1 - станина; 2 - ременная передача; 3 - кожух; 4 - передняя бабка; 5 - шпиндель; 6 - токарный патрон;
7 - электродвигатель; 8 - подручник; 9 -каретка; 10 - задняя бабка; 11 - штурвальчик;
12 - рукоятка крепления каретки; 13 - столярная плита; 14 - стол; 15 - кнопочный выключатель
Зажимный механизм — это шпиндель с конусом на одном конце. Другой конец присоединен к штурвальчику (11). При вращении штурвальчика шпиндель токарного станка поджимает деталь в центрах. Оси шпинделей передней и задней бабок лежат на одной прямой.
Подручник токарного станка (8) с кареткой (9). Первый служит опорой для движения по ней режущего инструмента во время работы. В каретке есть отверстие для крепления подручника с валиком. Рукоятка (12) фиксирует перо-гребень подручника на необходимой высоте и под определенным углом. С помощью каретки подручник можно установить с наклоном, что дает возможность обтачивать детали на конус. С левой стороны станины токарного станка находится кнопочный выключатель (15) электродвигателя. Токарный станок крепится болтами к столярной плите (13), установленной на двух деревянных брусках, лежащих на столе (14).
В специализированных и хозяйственных магазинах продаются универсальные деревообрабатывающие станки, а также устройства, позволяющие осуществлять вытачивание. Так, на деревообрабатывающем универсальном станке УБДН-1 ЦЗ можно выполнять операции вытачивания с диаметром заготовок до 70 мм. Есть приставки для токарных работ по дереву и в универсальных деревообрабатывающих станках моделей УБДН-1, МП-8-876 и др. Однако наиболее качественную поверхность и точность при точении дают стационарные токарные станки (с большим числом оборотов электродвигателей и высокой мощностью). В ряде случаев, когда необходимо выточить детали небольшой длины и малого диаметра, можно использовать и электродрель (рис. 2). Электродрель крепится в тисках с фетровыми прокладками. В патрон дрели вставляется хвостовик с навинченным на него диском-планшайбой. Тиски крепятся к углу столярного верстака таким образом, чтобы подручник был зажат в столярном верстаке (державку подручника делают необходимой ширины и толщины). Если используется обычный стол, то державку крепят к столу с помощью струбцины. На таком импровизированном токарном станке можно вести расточку и обточку фасонных поверхностей. При установке подручника необходимо следить, чтобы он был установлен строго по оси патрона, на соответствующей высоте (по отношению к центру планшайбы) и на определенном расстоянии от заготовки.

Рис. 2. Электродрель-станок:
1 - столярный верстак; 2 - поворотные слесарные тиски; 3 - ручная электродрель;
4 - планшайба; 5 - подручник; 6 - тиски столярного верстака; 7 - державка подручника
Для подобных приспособлений лучше подойдет дрель, которая имеет устройство, изменяющее число оборотов вращающегося вала (электродрель марки ИЭ-1036Э).
Чтобы вытачивать детали разнообразных форм, надо, естественно, иметь соответствующие приспособления для захвата и крепления заготовок на токарном станке. Основными из них являются патроны, которые с одной стороны навинчиваются на шпиндель станка, а с другой — удерживают заготовку. В зависимости от формы точеного изделия и размера заготовки подбирают и способ крепления.
Чаще всего обрабатывают древесину в центрах, когда с одной стороны деталь закреплена в трезубце, а с другой — поджимается центром задней бабки токарного станка (рис. 3, А). Таким способом обрабатывают детали размером от 30 до 100 мм. Патрон с пирамидальным отверстием используют для захвата более тонких заготовок (рис. 3, Б). Такой токарный патрон может изготовить сам мастер из твердых пород древесины.
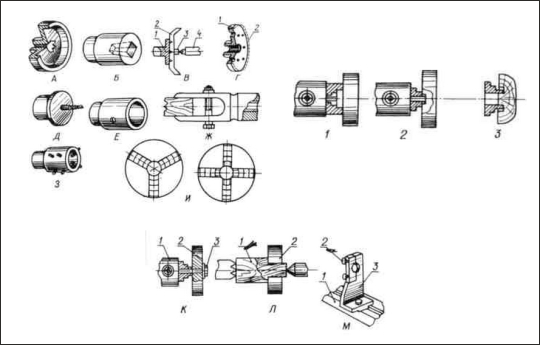
Рис. 3. Приспособления для закрепления заготовок - токарные патроны:
А - патрон-трезубец; Б - пирамидальный токарный патрон; В - планшайба с остриями: 1 - планшайба; 2 - деталь; 3 - осевой крепежный центр; 4 - пиноль с выдвижным конусом задней бабки; Г - планшайба с дополнительным деревянным диском: 1 - планшайба; 2 - приклеенный диск; Д - тисочный патрон; 3 - трубчатый токарный патрон с винтовыми зажимами (8 штук); И - трех- и четырехугольные токарные патроны: 1-3 - способы крепления заготовок в кулачковых патронах; К - крепление винтовой парой: 1 - патрон кулачковый; 2 - деталь; 3 - винт с гайкой; Л - зажим на деревянной оправке: 1 - оправка; 2 - кольцо (деталь); М - люнет: 1 - станина; 2 - крепильные винты; 3 - стояк.
Дискообразную деревянную заготовку, в которой не предполагается обточка осевой внутренней полости, также крепят в центрах, только вместо трезубца используют планшайбу с заострениями (рис. 3, В). Это приспособление также нетрудно изготовить: в металлической обычной планшайбе просверлить отверстия, нарезать в них резьбу и, завинтив внутрь винты, заострить головки этих винтов. Длина острия — около 4 мм. После вытачивания необходимой формы деталь снимают с патрона, а крепежный вспомогательный осевой центр срезают с токарного изделия острым ножом. Крепить заготовки дискообразной формы на планшайбе удобно с помощью шурупов. Чтобы не повредить поверхность детали при зажиме, к ней приклеивают вспомогательный диск из малоценной древесины — сосны, липы и т. п. В этот диск и ввинчивают шурупы (рис. 3, Г). После точения его отсоединяют.
Если деталь не требует внутренней обточки в центральной части, ее закрепляют при помощи винтового приспособления (рис. 3, Д). Здесь годится даже большой шуруп, если отпилить у него головку и нарезать плашкой резьбу на его цилиндрической части, а затем ввинтить по центру в планшайбу. Небольшие детали крепят с односторонним захватом в цилиндрических патронах (рис. 3, Е). Для крепления заготовки в токарных патронах подобной конструкции предварительно обтачивают выступ детали (для помещения в отверстие патрона).
При обработке граненых поверхностей применяют тисочный токарный патрон (рис. 3, Ж). Здесь обтачиваемая деталь вставляется в тиски токарного патрона и зажимается винтом.
Чашечный токарный патрон — это тот же цилиндрический, где по окружности металлического стакана расположено несколько резьбовых отверстий, в которые ввинчены шпильки, имеющие с одного конца четырехгранную головку под торцевой ключ (рис. 3, 3). Чашечный патрон зажимает заготовки значительно большего диаметра по сравнению с цилиндрическим. Очень удобны также токарные патроны с кулачковым зажимом. Различают трех - и четырехкулачковые токарные патроны. При вращении ключа токарного патрона одновременно сжимаются все кулачки, благодаря чему заготовки закрепляются надежно и быстро. На рис. 3 показано три способа крепления деталей в трехкулачковом токарном патроне.
Для обтачивания колец применяют приспособление, состоящее из трехкулачкового токарного патрона, в который зажат стержень, имеющий на конце резьбу, на которую навинчивается гайка (рис. 3, К). Кроме названных, есть и другие приспособления для обработки заготовок с центровым сквозным отверстием. Как заготовки, имеющие форму кольца, напрессовывают на деревянную оправу, показано на рис. 3, Л.
Перечень зажимных приспособлений можно было бы продолжить, так как способов крепления заготовок разной конфигурации существует много. Из вспомогательных приспособлений следует отметить стойку-люнет (рис. 3, М). Она применяется при обработке длинных и тонких токарных изделий с целью устранения вибрации в процессе работы. Но необходимо, чтобы центр приспособления находился на одной оси со шпинделем токарного станка.
Режущий инструмент
Обтачивание деталей на токарном станке производится ручным режущим инструментом. Различают вытачивание черновое и чистовое. Отсюда — и выбор режущего инструмента (полукруглые стамески — рейеры, плоские стамески — мейсели, штихели и крючки). Полукруглыми стамесками (рейерами, рис. 4, А) производят предварительную обработку поверхности детали.

После полукруглой стамески в ход идет плоская отделочная стамеска — косяк (рис. 4, Б). Это нож с лезвием, заточенным с двух сторон под углом 20—25°. Такая заточка дает возможность работать серединой лезвия — в том случае, когда обточке подлежат выпуклые или прямые поверхности. Острым углом подрезают торцы, а тупым обтачивают закругления токарных изделий.
Плоскую стамеску можно изготовить из обычной, из плоского напильника (со снятой насечкой) и т.п. Для чистовой обработки канавок с прямолинейным дном применяют узкие стамески — штихели — наподобие узкого столярного долота (рис. 4, В). Для прочности режущего инструмента его толщину делают в 2—3 раза больше, чем ширину. У него заточка односторонняя, с углом заострения до 25°. Для получения глубоких канавок ширина стержня от лезвия к рукоятке инструмента должна уменьшаться. Чтобы боковые стенки канавок сделать гладкими, применяют форму заточки, представленную на рис. 4, Г. На рис. 4, Д показан токарный инструмент, два лезвия которого пересекаются на оси стержня под углом 60—70°. Он снимает сравнительно узкую стружку, что наиболее подходит для предварительной обточки. Таким резцом можно делать канавки с треугольным профилем, снимать фаски. Фасонные, или галтельные стамески имеют округленное лезвие и предназначены для вытачивания внутренних криволинейных поверхностей (рис. 4, Е). Вместо плоских фасонных режущих инструментов иногда применяют стамески с согнутым лезвием — крючки (рис. 4, Ж).
Вытачивание внутренних цилиндрических и конических поверхностей осуществляется с помощью скошенной угловой стамески, внутренний угол у которой приближается к 80° (рис. 4, 3).
Фасонные и угловые стамески бывают левые и правые. Стамески для вытачивания шариков представлены на рис. 4, К. Для изготовления деталей повышенной сложности применяют ригели. Несколько отдельных резцов заправляют в специальный металлический корпус, на который одевают (для зажима инструмента) несколько хомутиков и зажимают их винтами. При обточке большого количества одинаковых фигур для разметки применяют гребенки, а фигурные резцы с лезвиями — для обточки сложных профилей.
Для сверления отверстий служат ложечные винтовые сверла, а для сглаживания гребней микронеровностей — напильники (что и для работ по металлу) с крупной насечкой. При обработке дерева вытачиванием, кроме режущего инструмента, необходим столярный и слесарный инструмент — рулетка, угольники, складной метр, столярный циркуль, кронциркуль и т. д. Проверяют сложные профили шаблонами.
Материал для точения
Для точения годятся как лиственные, так и хвойные породы древесины — все зависит от назначения. Хвойные идут в основном на мебель. Средние и мелкие токарные детали делают преимущественно из лиственных пород древесины: березы, ясеня, липы, грецкого ореха, бука, дуба, граба, красного дерева, груши, яблони, тополя, осины, ольхи, карельской березы, самшита. Очень ценятся в токарном деле наплывные твердые породы древесины. Здесь находят применение и некоторые кустарниковые породы древесины — барбарис, орешник, терн, стволики шелковицы, чайной розы можжевельника и проч.
Кроме древесины, для точения используется эбонит, кость, рог, янтарь, перламутр и т. д.
Подготовка древесины к точению
Заготовки из дерева должны иметь припуск на обработку и по возможности форму, приближенную к образцу с припуском на обрезку (торцевание) и на зажим в токарном патроне. Недосушенная древесина дает при обточке ворсистую поверхность, а пересушенная, обладая повышенной хрупкостью (особенно при длинной заготовке и малом диаметре), может сломаться.
Припуск на обработку у деревянных заготовок определяется ее длиной, состоянием поверхности, зажимным устройством, способом обработки. Так, при установке в чашечном и кулачковых патронах припуск по длине должен быть около 60 мм, а с применением трезубца и на планшайбе — 25 мм.
В случае твердых пород при обработке деревянных заготовок в центрах под центр (под конус пиноли) делают предварительную рассверловку. Применяемый древесный материал должен быть без дефектов — трещин, сучков, гнили и т. д. Бревно под заготовку предварительно отесывают топором, снимая кору, и подгоняют под форму будущей токарной детали. Нередко, кроме топора, требуется еще и струг (рис. 5). Обычно для мелких и средних изделий форма (если вытачивание идет по длине) делается цилиндрической. А для крупных токарных изделий заготовку нередко склеивают. В этом случае для того, чтобы избежать всяких осложнений, вызванных влиянием внешней среды (растрескивания, коробления и т. п.), следует подбирать материал одной породы или одних свойств.

Рис.5. Струг
Работа на токарном станке
Вытачивание дает возможность получить не только цилиндрическую и сложнопрофилированную поверхность, но и круглую, волнистую, витую, плоскорельефную, прямоугольную, овальную и другие разновидности. Но это при условии успешного овладения приемами точения. Последовательность операций при точении всегда одинакова, меняются лишь инструменты, приспособления и приемы точения. Основными операциями являются: установка деревянной заготовки в токарном патроне или в центрах, придание подручнику необходимого положения, цилиндровка (черновая обточка), разметочная проточка, чистовая обточка и подрезка торцов, закругление торцов, удаление припуска. При этом необходимо придерживаться некоторых правил:
положение подручника и приемы работы определяются формой деревянной заготовки и направлением волокон древесины;
при изготовлении токарных деталей диаметром до 100 мм с продольным направлением волокон подручник должен находиться несколько выше осевой линии центров;
при вытачивании дискообразных деталей подручник располагается ниже осевой линии;
при креплении материала деревянной заготовки в трезубце последний снимают и набивают заготовку на жесткой основе;
правильность и надежность крепления деревянной заготовки следует проверить через несколько минут после начала работы, остановив станок и проверив фиксацию болванки.
Немаловажно также правильно держать режущий инструмент.
Токарную стамеску держат двумя руками: одной — за рукоятку, другой — за стержень инструмента. Правая рука при этом уравновешивает режущую силу, а левая прижимает режущий инструмент к подручнику и осуществляет продольную подачу.
Одной из простых операций является точение цилиндрических форм. Деревянную заготовку укрепляют в патроне-трезубце. Незакрепленный торец поджимают конусом пиноли задней бабки. Затем устанавливают подручник так, чтобы он находился примерно на расстоянии 4 мм от поверхности обработки, выше линии центров. Вначале идет обдирка деревянной заготовки полукруглой стамеской, причем не центральной частью ее желобка, а под углом 15° к оси вращения деревянной заготовки в сторону подачи, то есть участком режущего инструмента, отстоящим на треть его кромки. Не следует брать стружку толщиной более 2 мм. Усилие руки, удерживающей сверху режущий инструмент, а также подача должны быть постоянными. Необходимо также следить, чтобы древесина не вырывалась. При первых проходах прямолинейность поверхности проверяют столярным угольником. В дальнейшем контроль осуществляют кронциркулем. Снимая стружку на последних проходах, указательный палец левой руки держат под стержнем стамески — для плавного ее продвижения по поверхности токарной заготовки. Стружка последнего прохода полукруглой стамеской не должна по толщине превышать 1 мм. После этого плоской стамеской проводят чистовое точение. Для чистовой обработки рекомендуется мейсель до 25 мм шириной. Подручник переставляют ближе к деревянной заготовке. Режущий инструмент держат так, чтобы тупой угол стамески был вверху, а острый — внизу, иначе стамеска будет вибрировать, задирая волокна.
После чистовой обработки подрезаются торцы — сначала правый. Подрезку делают до тех пор, пока диаметр стержня будет равен 13 мм. Затем подрезают второй торец: инструмент правой рукой прижимают к подручнику, а левой направляют. Чтобы избежать чрезмерных отходов древесины, при отрезании лучше пользоваться узкой стамеской-штихелем.
Конус выточить сложнее, чем цилиндр. Подручник устанавливают под углом к оси, параллельно образующей будущего конуса (рис. 6). Болванку предварительно обрабатывают топором. Заготовку укрепляют вершиной к зажимному патрону. Вытачивание конусных форм должно быть плавным, без рывков, с равномерным усилием нажатия и равномерной подачей. Обмеры заготовки надо делать чаще, чем при точении цилиндра. При чистовой обработке это особенно касается участка вблизи вершины конуса.
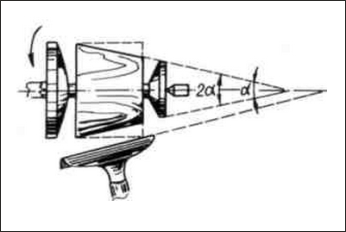
Рис. 6. Вытачивание конуса
Прямолинейная нарезка представляет собой соединение фигур цилиндра и конуса. Здесь применяются контрольные шаблоны, как и вообще при выполнении сложных поверхностей. При точении деталей с одинаковыми нарезными формами делают шаблон лишь на один участок. Если же участков несколько, то требуется столько же и шаблонов. Шаблоны применяют только при чистовом точении. Их изготовляют из тонкой фанеры или твердого картона, а для особо сложных работ — из оцинкованного железа. При прямолинейной нарезке сначала отмечают расстояние и определяют крайний торец, а затем уже проводят разметку согласно чертежу. Параллельно изготовляют необходимое количество шаблонов. Точение проводят следующим образом: плоской стамеской делают проточку, выполняя треугольные вырезы. Излишек материала снимают чуть большей стамеской, затем проводят контроль шаблоном и при необходимости подрезают грани боковых поверхностей. После протачивания всей поверхности делают торцовку детали согласно чертежу.
Выполнение криволинейной нарезки валиков и галтелей отличается вытачиванием дисков с овальными краями и галтелей (рис. 7). Галтель — это два диска, соединенных криволинейной поверхностью определенного радиуса. Вначале вытачивают цилиндрическую поверхность, а затем уже галтели, для чего делают диск, производят заоваливание и выполняют центральную часть галтели — полукруг — следующим образом: отмечают карандашом центр диска, а затем по линии разметки сначала вправо, а затем влево полукруглой стамеской делают закругления, после чего переставляют подручник под углом к оси токарного изделия и плоской стамеской обтачивают сначала одну, а затем и вторую половину валика. Для этого подручник соответственно переставляют в ту сторону, с которой идет точение. Периодически при помощи шаблона проводят контроль. Проточку осуществляют стамеской сверху вниз, не отрывая режущий инструмент от гребня подручника. Заканчивают вытачивание галтельной детали подрезанием торцов.

Рис. 7. Криволинейная нарезка
Рис. 8. СложПрямолинейная нарезка представляет собой соединение фигур цилиндра и конуса. Здесь применяются контрольные шаблоны, как и вообще при выполнении сложных поверхностей. При точении деталей с одинаковыми нарезными формами делают шаблон лишь на один участок. Если же участков несколько, то требуется столько же и шаблонов. Шаблоны применяют только при чистовом точении. Их изготовляют из тонкой фанеры или твердого картона, а для особо сложных работ — из оцинкованного железа. При прямолинейной нарезке сначала отмечают расстояние и определяют крайний торец, а затем уже проводят разметку согласно чертежу. Параллельно изготовляют необходимое количество шаблонов. Точение проводят следующим образом: плоской стамеской делают проточку, выполняя треугольные вырезы. Излишек материала снимают чуть большей стамеской, затем проводят контроль шаблоном и при необходимости подрезают грани боковых поверхностей. После протачивания всей поверхности делают торцовку детали согласно чертежу.
Выполнение криволинейной нарезки валиков и галтелей отличается вытачиванием дисков с овальными краями и галтелей (рис. 7). Галтель — это два диска, соединенных криволинейной поверхностью определенного радиуса. Вначале вытачивают цилиндрическую поверхность, а затем уже галтели, для чего делают диск, производят заоваливание и выполняют центральную часть галтели — полукруг — следующим образом: отмечают карандашом центр диска, а затем по линии разметки сначала вправо, а затем влево полукруглой стамеской делают закругления, после чего переставляют подручник под углом к оси токарного изделия и плоской стамеской обтачивают сначала одну, а затем и вторую половину валика. Для этого подручник соответственно переставляют в ту сторону, с которой идет точение. Периодически при помощи шаблона проводят контроль. Проточку осуществляют стамеской сверху вниз, не отрывая режущий инструмент от гребня подручника. Заканчивают вытачивание галтельной детали подрезанием торцов.ный профиль конусообразной детали
Иногда форма деталей профилей содержит конус (рис. 8). Такую деталь начинают обтачивать с конуса, а затем уже по разметке вытачивают каждый участок, переставляя подручник и меняя режущий инструмент, а также контролируя размер шаблонами. Если в деталях, протачиваемых на конус, поверхность сложного профиля имеет острые ребра (как при точении галтелей с шарообразной выемкой), то сначала делают нарезку этих выемок, применяя крючки. Все остальные операции повторяются в изложенной выше последовательности. Завершает изготовление детали подрезка торцов.
Точение круглых форм является, по сути, сочетанием приемов, изученных ранее.
Предварительно заготовку делают цилиндрической, а затем полукруглой стамеской придают форму с припуском на обработку. Контроль осуществляют кронциркулем. Чистовую обработку проводят плоской стамеской, а контроль — шаблоном из оцинкованного железа (пластина с вырезанной полуокружностью шара, несколько большего от расчетного). Приложив шаблон к шару, стачивают те места, где шаблон соприкасается с древесиной заготовки. Сняв токарную заготовку с шаром со станка, срезают лишнюю древесину в местах шеек и мелким напильником и шлифовальной шкуркой зачищают места отпила, а затем шлифуют шар стеклянной шкуркой.
Вытачивание кольца — операция не столь сложная, однако требующая внимания. Есть несколько способов. Вот один из них. Вначале придают заготовке цилиндрическую форму и проводят чистовую отделку, затем отмечают на ней количество колец по ширине, оставляя припуск для обрезки (оторцовки). Для каждого кольца делают проточку фасонным резцом внутренней полости, торцуют с одной стороны и обрезают. Но это еще не кольца. Необходима дообработка их верхней овальной поверхности в токарном патроне — цапфе. Здесь деталь размечают под фигурные выточки, точат и шлифуют. Затем кольцо сбивают с цапфы и отделывают.
Полые объемы вытачивают из заготовок в форме цилиндра. В этом случае используется только патрон передней бабки (обычно кулачковый). Сначала делают внутреннюю, затем внешнюю цилиндрическую поверхность.
Значительные углубления выполняют следующим образом: сверлят центровое отверстие сверлом, установленным в пиноли задней бабки станка, или полукруглой стамеской, которую опирают на подручник, поставленный немного ниже центровой линии. Овальность внутренних поверхностей получают при помощи соответствующей плоской стамески. Глубокие цилиндрические углубления выполняют при помощи держателя со сменными или регулируемыми резцами, установленными в пиноли задней бабки. После высверливания центрового отверстия сверлом большого диаметра вместо него вставляется резцедержатель с резцом, имеющим режущие кромки на обоих концах передней грани (рис. 9). Каждый проход осуществляется более длинным резцом.

Рис. 9. Резцедержатель для вытачивания внутренних цилиндрических углублений большого диаметра:
Для дискообразных деревянных заготовок подбирают соответствующие породы. С одной стороны доска должна быть обработана фуганком — здесь циркулем делают разметку. Заготовки подобного рода обрабатывают на планшайбах. Вырезанную деревянную заготовку в виде круга с необходимым припуском размечают под крепежные отверстия на планшайбе и под саму планшайбу (рис. 10). Сначала выполняют обдирку в осевом направлении, а затем в радиальном. После черновой обработки шероховатую поверхность подвергают доработке полукруглой или плоской стамеской (с односторонней фаской заострения). У полукруглой стамески, поставленной на подручник горизонтально, режет только центральная часть лезвия. Вогнутую или выпуклую форму дискообразной деревянной заготовке придают полукруглые или специальные фасонные резцы. Для получения гладкой поверхности подачу осуществляют: при вытачивании выпуклых контуров — от центра к краю, а вогнутых — от края к центру.

Рис. 10. Вытачивание дискообразных заготовок:

Отделка токарных изделий
После чистовой обточки изделие, не снимая с токарного станка, шлифуют абразивными шкурками разной зернистости. При этом скорость шпинделя токарного станка уменьшают: зерна абразива лучше врезаются в древесину и шлифование изделия проходит быстрее. Подручник снимают.
Наматывать шкурку на токарное изделие не рекомендуется. Для твердых пород подходит мелкозернистая шкурка № 6-10, а для мягких — № 10-16. Необходимо следить, чтобы не стерлись кантики, выступы и другие острые края. Применяют для шлифования токарного изделия также и пемзу: хлопчатобумажную ткань смачивают льняным маслом или олифой и обсыпают порошком пемзы. Шлифование цилиндрических поверхностей изделия производят натянутыми на гладкие дощечки шлифовальными шкурками. После шлифования токарное изделие протирают куском ткани, затем полируют политурами. По желанию токарные изделия тонируют, выжигают на них орнаментальные композиции, инкрустируют. Украшают также мозаикой из дерева, росписью, резьбой и т. д. Все виды отделки древесины годятся для токарных изделий.
Токарные изделия, имеющие самостоятельное значение, полируют, не снимая с токарного станка — кожей или сухим хвощом, конским волосом и т. д.
Политуры наносят тампонами из шерстяной или хлопчатобумажной ткани. Подпитку тампона делают через несколько проходов, а если токарное изделие крупное (ножка стола, балясина и др.), то и чаще. При полировании подручник со станины снимают.
Мелкие токарные изделия не полируют, их покрывают лаком. Лак не должен быть густым. Его наносят кистью или тампоном. Перед лакированием хорошо покрыть токарное изделие горячим водным раствором столярного клея, а после его высыхания тщательно зачистить. Лак наносят дважды — второй раз после сушки.
Токарные изделия покрывают также воском в смеси со скипидаром (или бензином «Галоша») — 5:1. Смесь в горячем виде (разогрев на водяной бане) наносят на обрабатываемую поверхность. Когда она слегка остынет, включают токарный станок и натирают изделие суконной тканью до блеска. Окрашивание токарных изделий делают с предварительной грунтовкой белилами, разведенными на олифе (лучше натуральной, льняной). После высыхания грунтовки кистью равномерно наносят краску — обычно в несколько слоев.
Техника безопасности при работе на токарном станке
Вытачивание на токарном станке требует постоянного внимания и соблюдения правил безопасности. Перед работой токарный станок необходимо тщательно смазать и проверить исправность его частей, особенно изоляцию вращающихся узлов и электромотора.
Приступая к работе на токарном станке, необходимо надежно закрепить деревянную заготовку в токарном патроне или в центрах, поджав ее задней бабкой. Заготовку балансируют при включенном станке. Опорная скоба подручника устанавливается не далее 4 мм от обрабатываемой поверхности, а подручник периодически подвигается к токарному изделию (по мере снятия слоя припуска с заготовки).
Подручник устанавливают или на уровне оси вращения токарной заготовки, или чуть выше. В противном случае режущий инструмент будет рвать и скоблить поверхность, что приведет к ее шероховатости. Во избежание вырывов периодически проверяют надежность поджима центром задней бабки, где гнездо разбивается конусом и зажим ослабляется. Правильное положение рук при вытачивании — залог успеха. Режущий инструмент следует держать на опорной скобе подручника всей ладонью левой руки, а не прижимать только большим пальцем, охватывая остальными с боков опорную скобу подручника. Правая рука держит ручку режущего инструмента в обхват и направляет его движение. Очень важен равномерный, без рывков, нажим на основание подручника и на деталь. Работать рекомендуется в предохранительных очках, в аккуратно заправленной одежде, в жестком переднике; контроль производить только после остановки станка.
Недопустимо использование в работе режущего инструмента с дефектами — щерблением, трещинами, загибами. Категорически запрещается допускать к работе на станке детей и лиц, не знакомых с его устройством. Использовать токарный станок не по назначению нельзя.
Точение некоторых изделий
Освоив основные приемы точения, начинающий мастер, естественно, сначала возьмется за изготовление простейших точеных изделий — цилиндрических. Таковыми могут быть ручки для инструментов, колышки для вешалок, кегли для боулинга, подставки для настольной лампы и т. д. Для примера рассмотрим технологию вытачивания колышка для вешалки. Подходящим материалом для этой детали является береза. Из одной деревянной заготовки можно сделать несколько колышков. Для разметки можно использовать гребенку.
Деревянную заготовку обтачивают рейером и мейселем до необходимого диаметра, а затем выполняют разметку детали. Сделав подрезку и отшлифовав деталь, ее отрезают стамеской после остановки токарного станка. Рукоятки для инструментов изготовляют так же, с той лишь разницей, что контур рукоятки ввиду криволинейной поверхности контролируют шаблоном.
Кегля для боулинга — более сложная фигура. Здесь сочетаются формы цилиндра, конуса, диска с закруглением и шара (рис. 12). В первую очередь вытачивают деревянную заготовку (1) и производят чистовую обработку поверхности по наибольшему диаметру. Затем делают разметку гребенкой либо циркулем с точностью до 0,3-0,4 мм. Конический элемент (5) изготовляют с небольшим припуском на шлифовку. Далее идет цилиндрический элемент (3), валик (4), переходный конус (2) и, наконец, шаровая головка (6). Вытачивая шаровидную поверхность, необходимо придерживаться указанных на рисунке размеров и часто проверять форму шара по шаблону. Материалом для изготовления кегли для боулинга может быть бук, грецкий орех, груша. После вытачивания всех форм деталь шлифуют и отрезают от деревянной заготовки. Если текстура выражена слабо, кеглю для боулинга можно покрасить.
|
Метки: токарный станок по дереву самодельный станок по дереву точение дерева |
Токарный станок по дереву - 4 |
Дневник |
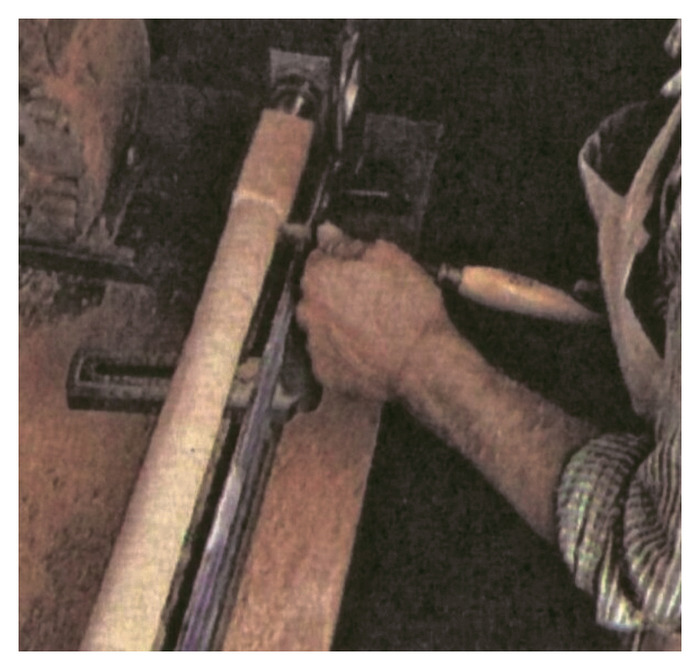
Продолжаю гулять по интернету в поисках иллюстраций. Надо показать наглядно процесс работы за токарным станком. С трудом нашёл подходящий сайт (адрес в конце страницы) с фотографиями нужного содержания и плохого качества. Отредактировал по мере сил, как фото, так и текст.
Вытачивание удлиненных деталей
Стамески
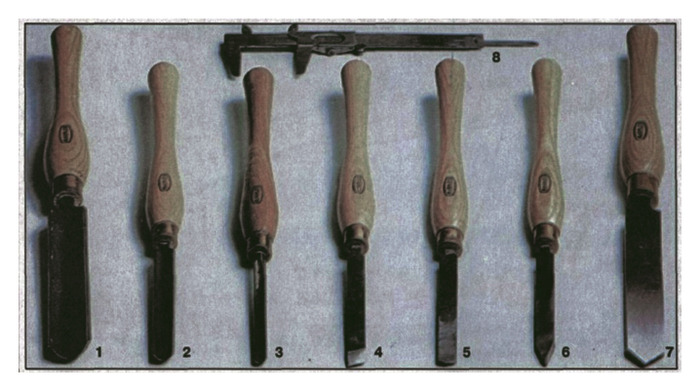
Важнейшие инструменты для токарной обработки древесины: полукруглые стамески (1-3), плоское долото со скошенной режущей частью (4), скребок (5), резцы клиновидной формы (6, 7) и штангенциркуль (8)
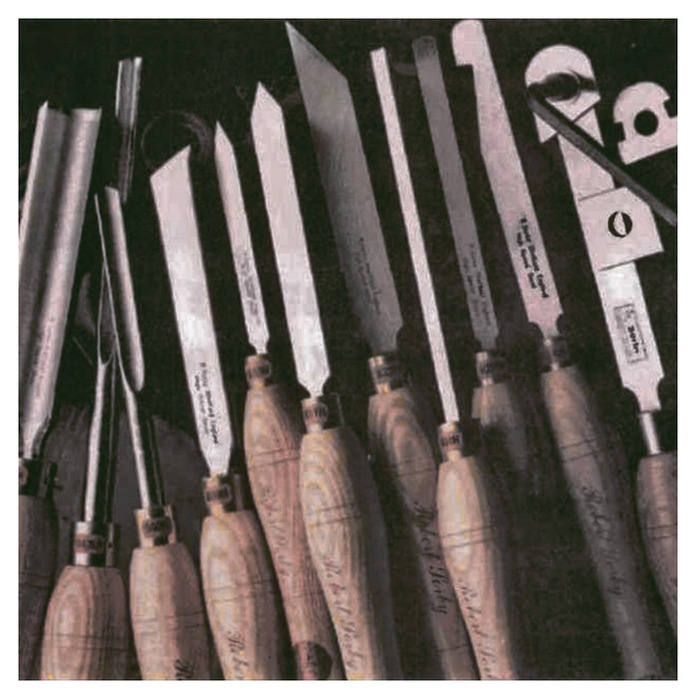
Размеры инструментов
Инструменты для точения бывают разных размеров, что позволяет вытачивать детали декоративного профиля любой сложности. Полукруглые стамески служат для обдирки заготовки и для вытачивания углублений и выпуклостей. Стамеска с прямой или скошенной режущей частью используют для чистовой обработки деталей цилиндрической формы и профильных закруглений. Стамеской со скошенной режущей частью также вытачивают V-образные углубления.
Резцом формируют небольшие закругления, делают прямые насечки и углубления. Кроме того, резец служит для отделения готовой детали от края заготовки.
Никогда не используйте тупой или сильно изношенный инструмент. При вытачивании деталей ведите инструмент как можно ровнее, не допуская колебаний его режущей части.
Важнейшие этапы токарных работ

Подготовка детали

Деталь грубо обрабатывают пилой или рубанком. Те части, которые впоследствии отрежутся, можно не обрабатывать.
Сначала определите центр на торцевых сторонах детали, чтобы правильно закрепить ее. Неточность приводит к нарушению контакта вращающейся детали с металлическими узлами станка, из-за чего возникает сильное биение.

Как можно точнее определите центр на торцевых сторонах четырехгранного бруска. Вращение по неточной (биение) оси может испортить всю работу.
Точно закрепите деталь и как можно ближе подведите к ней подручник. Повращайте деталь рукой, чтобы она не касалась его.

На двух сопредельных сторонах заготовки нанесите границы детали. При этом очень полезным может оказаться угольник.
Закругление заготовки
Сначала четырехгранную в сечении деталь пилой или рубанком превращают в восьмигранную. Чем ближе деталь к желаемой цилиндрической форме, тем легче пройдет первый этап токарных работ: черновая обработка.

Там, где деталь должна сужаться, часть древесины можно заранее удалить рубанком.
Закрепление
Просверлите по центру торцов детали углубления около 3 мм точно . Закрепите на одной стороне, используя углубления, поводковый патрон. Чтобы вилка патрона глубже врезалась в торец, по ней стучат киянкой. Затем деталь с патроном-вилкой на торце вставляют в переднюю бабку. Другой конец поджимают центром задней бабки, вращая его маховичок. В завершение патрон-вилку зажимают в передней бабке, на подобии патрона дрели.

Вытачивание детали
Следите за тем, чтобы стальная пластина инструмента находилась выше оси вращения детали. Причем тем выше, чем мягче дерево.
Если деталь длиннее, чем подручник станка, начинайте работу с ее левого края. Подручник, по мере обработки части детали, перемещается по станине, пока он не окажется у правого края детали. Левшам рекомендуется работать справа налево, но ни в коем случае не с другой стороны станка.
Правильно направляйте инструмент. Опорой ему служит подручник, который должен быть расположен как можно ближе к детали. Правая рука держит инструмент за рукоятку, левая лежит на стальной пластине рядом с режущей частью. Правая рука приподнимает рукоятку до тех пор, пока режущая кромка не окажется у вращающейся детали. Не допускайте колющих движений
Аккуратность и осторожность
Когда ваши движения станут более точными и уверенными, можете несколько иначе придерживать стальную пластину инструмента - так, как это делают опытные мастера: большой палец левой руки находится поверх пластины, а указательный захватывает ее снизу. Никогда не касайтесь пальцами вращающихся деталей станка! Время от времени переставляйте суппорт. Если хвостовик центра задней бабки не шарообразный, то периодически наносите на него пару капель растительного масла, чтобы дерево не нагревалось. Если токарный станок с ременной передачей, следите за тем, чтобы привод не работал вхолостую без ремня.
Вам понадобится самая широкая полукруглая стамеска. С ее помощью восьмигранник превращают в грубо закругленную заготовку. Пользуйтесь самым широким из имеющихся суппортов. Установите его перед деталью на расстоянии 2,5 см.
В зависимости от сложности работ и толщины заготовки на станке устанавливают нужную скорость вращения. Основное правило: чем больше диаметр детали, тем меньше должна быть скорость. У большинства токарных станков четыре скорости, определяемые количеством оборотов в минуту (об/мин). Деталь диаметром до 2,5 см обрабатывают на скорости 2250 об/мин, диаметром от 2,5 до 10 см - на скорости 1330 об/мин. Для деталей диаметром 10-20 см достаточно 790 об/мин, для больших деталей предусмотрена самая низкая скорость - 425 об/мин.
Для первичной грубой обработки заготовки возьмите самую широкую полукруглую стамеску, расположите ее на суппорте и вплотную придвиньте к заготовке.
Если заготовку нужно обработать по всей длине, то ведите стамеску от середины к краю. При подходе вплотную к торцу детали стамеска может соскользнуть. Поэтому установите на станке среднюю скорость вращения.
Для примера показываем последовательность вытачивания балясины.

Вначале заготовку грубо обрабатывают на средней скорости.
Второй этап работы - вытачивание детали аккуратной цилиндрической формы - выполняется долотом с прямой или скошенной режущей частью. Им зачищают последние неровности.
Время от времени делайте замеры штангенциркулем, пока не убедитесь, что выточена деталь правильной цилиндрической формы и нужного диаметра. При замерах следует выключить станок и подождать, пока деталь не остановится.

Время от времени станок останавливают и замеряют диаметр детали. Зачистку выполняют долотом со скошенной режущей частью.
Полезные шаблоны
Если деталь равномерно круглая и имеет нужный диаметр, можно приступать к вытачиванию декоративного профиля. Разметку переносят с бумаги на деталь с помощью линейки либо наносят по шаблону, вырезанному из картона. В дальнейшем шаблон поможет проконтролировать работу и в итоге изготовить деталь с желаемым профилем.

На закругленную деталь наносят разметку будущего контура балясины. Разметку можно делать и по самодельному картонному шаблону.
Участки работы
Чтобы точно выточить нужный профиль, следует после каждого этапа работы делать замеры или сверять работу с самодельным шаблоном.
Резкие переходы от одного контура к другому помечают резцом стамески (косяк). При вытачивании углубления стамеску ведут от его внешних краев к середине. Выпуклости, напротив, формируют, ведя инструмент от ее середины - самой высокой точки - по направлению к краям. При вытачивании длинных кривых, переходящих в прямые линии, стамеску ведут от самого утолщенного участка к участку с наименьшим диаметром.
Первые насечки выполняют стамеской со скошенной режущей частью. Левая рука направляет резец стамески, правая удерживает её за рукоятку.

Закругления делают с помощью маленькой полукруглой стамески или стамески со скошенной режущей частью.

При вытачивании углубления первые насечки делают стамеской со скошенной режущей частью.

Широкие выпуклости вытачивают стамеской или долотом со скошенной режущей частью. Инструмент ведут от середины к краям выпуклости.
Вытачивание на планшайбе широких деталей
|
Метки: токарный станок по дереву самодельный станок по дереву точение дерева |
Токарный станок по дереву - 5 |
Дневник |
Эта страница по токарному делу содержит образцы различных видов точёнок из дуба, бука, липы, берёзы, клёна и самшита. Иллюстрации даю крупноформатные для профессионального изучения. Думаю, понятно, что примеры все взяты из моей практики.
Этот альбом представлен для вдохновения тех, кто только хочет смастерить себе станок и освоить точение по дереву.
Очень прошу театральных кукольников уделить этому ремеслу пристальное внимание. Вся механика кукол строится на токарной работе, начиная с деревянных глаз и кончая гапитом. Каким бы скульптором-резчиком вы ни были, без знания токарного дела вы не кукольник.
Часто спрашивают о том, какие изделия можно придумать с применением токарных работ? Есть интересный сайт по деревянным механическим игрушкам, советую в нём покопаться. http://www.cabaret.co.uk/artists/matt-smith/

Пюпитр, его шаровая опора. Дуб клеёный.

Декоративное моделирование. Бук.

Марионетка лабораторная. Бук.

Вага марионетки. Бук.

Марионетка лабораторная. Бук.

Модель ходовой части кареты. Бук, металл.

Высушенная тыква, осколок.

Цилиндр из дерева. Берёза.

Головка куклы с шеей. Клён.

Шар. Бук.

Головка куклы с носиком. Бук.

Моделирование. Бук.

Сосуд текстурный. Дуб.

Сосуд с горловиной. Дуб.

Большой стакан. Дуб.

Пупочка. Бук.

Пупочка. Бук.

Ось и колёса к ней. Бук.

Декоративные мини-точёнки. Бук.

Декоративные мини-точёнки. Бук.

Кольцо буковое и блок самшита.

Куб. Сосна.

Куб с отверстиями. Сосна.

Заготовка для резьбы. Самшит.

Заготовка для резьбы в ракурсе. Самшит.

Корпус пинала открытый. Самшит.

Корпус пинала. Самшит.

Крючок вязальный. Бук.
Метки: токарный станок по дереву самодельный станок по дереву точение дерева Strung de lemn |
Токарный станок по дереву - 6 |
Дневник |
Если резчик по дереву имеет в своем распоряжении стационарный токарный станок и особенно возможность пользоваться им, не причиняя шумом беспокойство окружающим, описание ручного токарного станка не будет представлять для него интереса. В этом случаемы приведем здесь лишь форму и конструкцию резцов, которые встречаются в специальной литературе и которые могут заинтересовать резчиков, если они хотят воспользоваться помощью токарного станка для выполнения отдельных деталей резьбовой композиции

Рис. 17. Инструмент для точения на токарном станке: а-основной инструмент резчика; 6—— инструмент для расточки углублений; в крючки, или выточки для цилиндрических или криволинейных внутренних поверхностей.
Описание станка
Однако в большинстве случаев домашнему мастеру приходится в первую очередь учитывать шум от токарного станка в процессе работы. Любой токарный станок, будучи привинченным к столу или другой опоре (подоконнику например,что иногда практикуется), вызовет шум, распространяющийся в том числе и через опору. Ниже предлагается конструкция станочка на базе ручной электродрели, которая вполне удовлетворит резчика по дереву в его повседневной работе. Кроме того, она значительно снижает уровень шума. Это достигается за счет двух факторов: станочек располагается на коленях, что полностью исключает резонанс-ный звук, и пускается на обороты короткими очередями левой рукой только напериоды непосредственной обработки изделия резцом, т. е. мотор не достигает полных оборотов и максимального шума.
Работа с предлагаемым ручным токарным станком (рис. 18) оправдала себя на практике. Она дает отличный результат при обтачивании мелких деталей, удобна в эксплуатации и, главное, позволяет не нервничать, что шумом от нее доставляет неприятности соседям. Станок рассчитан для обработки деталей длиной до 100 мм и диаметром до50 мм. Для длинных поделок предусмотрен контр упор, короткие детали могутбыть зажаты, как консоль, в патрон. Предусмотрены также два способа обработки: один из них, как и обычно, с опорой инструмента на переднюю опорную планку, другой - принципиально новый - с использованием для обтачивания деталей ножа с упором его конца в заднюю стенку коробки. Второй прием оказывается в ряде случаев более удобным, чем первый. Он заключается в следующем. Нож зажат за черенок правой рукой и упирается кончиком в заднюю стенку опорной коробки таким образом, чтобы его лезвие имело направление, перпендикулярное оси вращения поделки. Дрель пускается в ход, нож поворачивается лезвием к древесине. Никакого срезания древесины при этом не произойдет: лезвие скользит по поверхности, оставляя узкий прорез. Убедившись в безопасности такого приема работы, можно перенести точку опоры кончика ножа немного вправо так, чтобы нож оказался под небольшим углом к оси вращения поделки. Если теперь поворотом влево дать лезвию соприкосновение с древесиной, то древесина будет «атаковать» лезвие под некоторым углом: станет срезаться тонкая стружка. Легко опытным путем определить и угол наклона ножа и меру поворота лезвия, чтобы добиться нужной величины среза древесины. Такое положение режущего лезвия относительно вращающейся поверхности дает чистый, ровный срез. Большой палец левой руки в это время постоянно находится на курке включателя и включает мотор (по мере необходимости) для работы короткими очередями на определенную длительность или скорость вращения.
Конструкцию станочка легко понять из рис. 18. Можно лишь дать рекомендации по размерам опорной коробки и порядку ее изготовления. В приведенной на рисунке конструкции в качестве основной опоры использована металлическая стойка с хомутиком. Она продается в комплекте с некоторыми видами ручной дрели для привинчивания ее кверстаку. К этой стойке подгоняется сначала нижняя доска шириной, равной размеру опоры стойки (70 мм), длиной около 170 мм и толщиной около 20 мм. Подгонка делается плотно, что даст устойчивость стойке. Затем через отверстие в стойке снизу карандашом очерчивается граница аналогичного отверстия на деревянной доске. Детали стягиваются болтом с гайкой по возможности более близкого диаметра к отверстию (М10). Головка болта утапливается в древесине или простыми ударами молотка, если дерево мягкое, или врезается. Лишний конец болта после свинчивания снизу гайкой срезается ножовкой. Тремя гвоздями прибивается к выполненной доске вторая опорная боковая доска такой же длины и толщины и шириной около 95 мм (при забивании гвоздей упирайте детали в контргруз), а к ним с торца прибивается третья доска (95>< 90Х 20 мм), в которой затем засверливается отверстие для контрупорного винта, заменяющего заднюю бабку в обычном станке. .Чтобы найти центр этого отверстия, в дрель вставляется соответствующей длины карандаш и затем карандаш подгоняется в патроне так, чтобы, слегка касаясь дерева, он мог очертить окружность при вращении патрона. Если вместо окружности появилась точка, надо, немного убрав в патроне карандаш, проверить повторным вращением, не является ли она результатом силового упора карандаша в древесину. Подобрать из подходящей заготовки, заказать или нарезать самому контрупорный винт (длиной около 80 мм) - дело возможностей и инициативы мастера. Конструкция его может быть также различной: с головкой на конце (использовать болт, нарезав его до конца), с ручкой или со шлицом под отвертку (тогда его можно рациональнее исполь-зовать при меньшей длине).Под винт сверлится в доске отверстие меньшего диаметра, винт ввинчивается в него с усилием, затем вывинчивается, и получившееся отверстие с резьбой смазывается машинным маслом. Острый кончик винта обтачивается сначала в тисках, для чего на него нужно навинтить две гайки, сжать их и поместить в зажим тисков, чтобы не зажимать винт непосредственно за резьбовую поверхность. После этого кончик винта надо отполировать вручную на личном напильнике и шкурке. Если он ввинчивается свободно, лучше применить контргайку с целью предотвратить его самоотвинчивание в процессе работы.

Рис.18 Приспособление, позволяющее использовать дрель в качестве ручного токарного станка для мелких поделок.
Передняя опорная планка делается в последнюю очередь. Наиболее удачной после испытания в работе различных конструкций оказалась приведенная на рис. 19 поворотная планка. Планка выполнена из бука, верхняя опорная кромка ее (толщиной 5 мм) расположена на уровне оси вращения поделки. На передней грани сделана продольная округленная выемка для упора полусогнутого указательного пальца, когда во время обтачивания правая рука держит резец, опирая его о кромку планки. С целью удаления или приближения опорной планки к поверхности обрабатываемой детали планка может поворачиваться относительно двух шарниров: слева - шуруп, ввипченный в планку через специально просверленное в металлической стойке отверстие; справа - металлическая шпилька М8, один конец которой ввинчен в планку, другой конец ее, несколько выступающий наружу через отверстие в торцевой доске коробки, снабжен гайкой-барашком. Завинчивая барашек, можно прижать планку к стенке коробки так, чтобы она могла с некоторым усилием поворачиваться рукой в процессе работы, но надежно удерживаться в заданном положении. Нижняя кромка планки округлена,чтобы ребра не мешали ее вращению. Понятно, что центры отверстий для шарниров планки должны быть удалены от поверхности нижней доски коробки на величину не менее половины толщины планки.

Рис. 19. Опорная поворотная планка
Толщина планки (около18 мм) выбирается, в свою очередь, так, чтобы обеспечить возможность засверлить отверстие под шпильку (для шпильки М8 отверстие сделано сверлом диа-метра 7,2 мм). В торцевой планке коробки отверстие сделано диаметром 8,2 мм для свободного прохода в него шпильки. Выполняется шпилька и ввинчивается в тело планки по аналогии с упорным винтом. Для шурупа в планке нужно также предварительно просверлить отверстие, чтобы шуруп ввинчивался в него с незначительным усилием. Описанный ручной станок может быть при необходимости и возможности привинчен к верстаку или столу, для чего нужно или стяжной болт взять длиннее, или привинтить коробку к столу струбцинкой, но использовать доску в качестве прокладки, вырезанную по форме основания станка. В случае отсутствия в распоряжении мастера металлической стойки с хомутиком придется всю конструкцию сделать из дерева, в лучшем случае восполь-зоваться лишь накидной металлической скобой, охватывающей шейку дрели и стягиваемой с деревянной конструкцией шурупами или шурупом с одной стороны (постоянным) и винтом - с другой (отвинчивающимся).
Процесс работы
Для начала лучше отрезать от цилиндрического деревянного стержня, например от прутка старой детской кроватки, заготовку длиною около 100 мм. Один конец ее застругать ножом, чтобы он вошел в патрон дрели, на другом — сделать полукруглым резцом в центре углубление дляконтрупора. Затем заготовка вставляется в патрон, слегка зажимается, упорный винт подводится к углублению в заготовке с небольшим упором в него. Патрон окончательно зажимается. Как показано на рис. 20, ножом делается первая проба в снятии стружки и выравнивании поверхности заготовки вкаком-либо одном месте до строго цилиндрической. После этого можно начать пробу в обтачивании шарика на ножке длиною около 15 мм (из таких деталей мы будем в дальнейшем вести компоновку виноградной кисти). Лезвием ножа с упором его конца в заднюю стенку коробки можно работать в двух направлениях: влево и вправо. Нет нужды доводить поверхность шарика до строго цилиндрической, лучше оставить эту операциюна зачистку напильником и шкуркой, так же как ножка может быть впоследствии обстругана ножом до нужной толщины. Не отрезая окончательно первую заготовку шарика с ножкой, выточим аналогично рядом другие такие же детали. Всего их при максимальной длине стержня 110-120 мм можно сделать до четырех при диаметре шарика около 15 мм с учетом того, что ножка первого шарика будет выполнена за счет конца, зажатогов патроне. Обработав напильником и шкуркой поверхность шариков, доводят места обрезов до минимальной толщины, вытаскивают заготовку, разрезают и вручную на напильнике и шкурке затачивают места стыка.
|
Метки: токарный станок по дереву самодельный станок по дереву точение дерева |
Токарный станок по дереву - 7 |
Дневник |
Как дополнение к предыдущей странице, даю чертежи самодельного станка на основе дрели. Кому интересно описание, зайдите по адресу - http://tokarstanok.91mb.ru/2388-samodelinyi_tokarnyi_stanok_po_derevu_iz_dreli.html



|
Метки: токарный станок по дереву самодельный станок по дереву точение дерева |
Токарный станок по дереву - 8 |
Дневник |
Это продолжение страниц с описанием токарного станка по дереву и с образцами изделий моего исполнения, которые можно посмотреть по ссылкам
- http://www.liveinternet.ru/users/roman_frf/post143816072/. (Токарный станок по дереву - 1)
- http://www.liveinternet.ru/users/roman_frf/post144161389/ (фото изделий).
Сейчас речь пойдёт о технике точения дерева. Упор сделан на схемы, поясняющие то, что словами описывать долго, а читать написанное ещё и нудно. Понятно, что это не энциклопедия, но самое важное начинающий токарь для себя найдёт. Дерзайте, глотайте пыль и проверьте на практике представленные здесь советы.
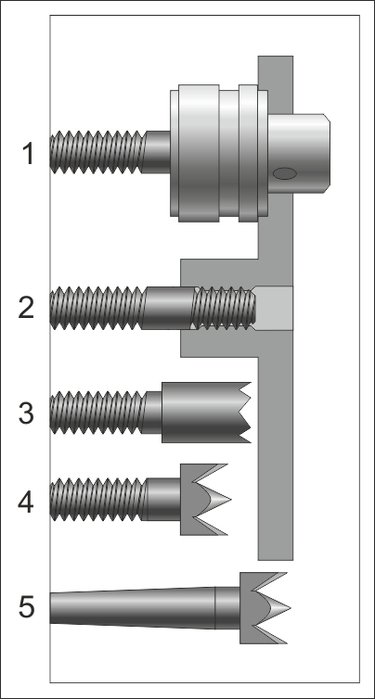
Привожу основные элементы, необходимые вам для крепления заготовки в станке.
Резьбовой хвостовик или конус морзе (нижний рисунок) согласован с посадочным
отверстием шпинделя. Я ориентируюсь на свой станок, описанный в дневнике,
где шпиндель с резьбой.
1 - Патрон трёхкулачковый самоцентрирующися:
2 - Планшайба;
3 и 4 - два вида гребёнок;
5 - Гребёнка или вилка или трезубец с конусом морзе.
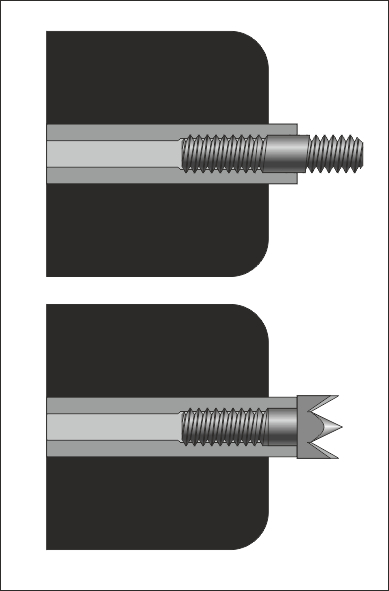
Шпиндель оснащён сменными насадками для крепления обрабатываемых заготовок.
У данного вала для насадок имеется резьбовое посадочное место.
На схеме показан переходник с двухсторонней резьбой и трезубец с резьбовым
хвостовиком в отверстии шпинделя.
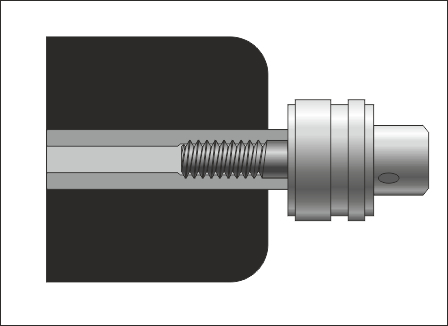

Кулачковый патрон и планшайба.

В большинстве случаев заготовка имеет квадратное сечение.
По её торцам чертят диагонали и намечают конусом и молотком центра (вмятины).
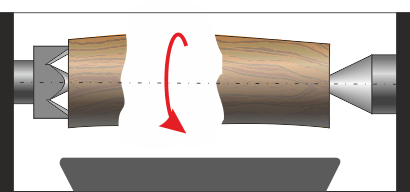
Заготовка закреплена в токарном станке по дереву.
Гребёнка шпинделя, неподвижный центр задней бабки и подручник перед деревянной заготовкой.
Вид сверху.
Неподвижный задний центр в местах контакта с торцом дерева смазывается машинным маслом. Это предотвращает скрип дерева и его износ. Время от времени поджимайте центр, чтобы деталь не болталась.
Перед включением станка прокрутите деталь вручную, проверьте чтобы она не задевала подручник. Оденьте защитные очки, подберите длинные волосы и части одежды так, чтобы их не намотало на вращающиеся детали станка при непредвиденных обстоятельствах.
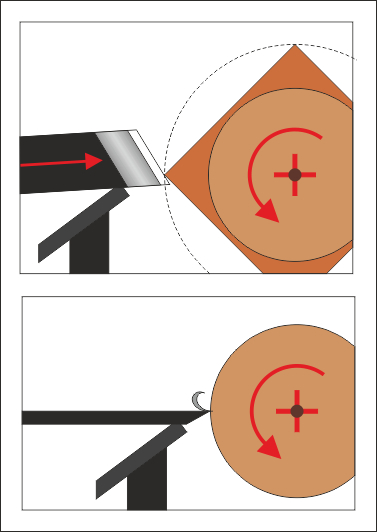
Можно взять “косяк” и сделать на углах насечки вдоль всей заготовки.
При последующей обдирке дерева полукруглой стамеской они (нижняя схема) дадут
ломанную стружку (предотвращает задиры вглубь косослойного дерева).
Подобный тип точения, когда стамеска "тупо" смотрит на поверхность детали и расположена в её осевой плоскости, я называю "скоблением".

Грубая обдирка кривой заготовки делается полукруглой стамеской.
Она слегка наклонена в сторону точения и расположена в осевой плоскости детали.

Прикиньте, когда вам удобнее приступить к разметки различных участков точения.
В любом случае помните, самое тонкое точится последним, иначе ослабите жёсткость детали.

Нанесение рисок по карандашной разметке делаем косяком (левая схема).
С нанесения риски начинается и процесс торцевания (правая схема).
В этом случае первое движение стамески направлено под углом к обрабатываемой детали, так, чтобы поверхность режущей кромки лезвия совпадала с поверхностью торца детали.
Вторым движением срезаем фаску , расширяя надрез. Так повторяется до создания нужной глубины торца. Прежде чем выточить шар, его торцуют (не срезая ножки), оставляя цилиндр равный его диаметру.
Стамеска направлена строго в центр вращения детали.
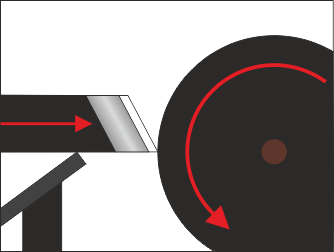
“Скоблить” полукруглой стамеской, это не точение (но без него не обойтись). Немного освоившись, приобретя какой-то навык и уверенность в работе, переходите к точению резанием. Это чистовая обработка древесины при которой со стамески сходит стружка, а не труха их опилок. Драная поверхность приобретает приятный блеск и чистоту линии.
Сделав первый проход, повторяйте операцию до получения цилиндра нужного диаметра.
Захватывайте тонкую стружку, ведя стамеску вдоль детали равномерно, не меняя положения резца.

Стружка снимается центральной частью лезвия или его нижним углом.
Точка указывает место касания лезвия стамески с поверхностью заготовки.

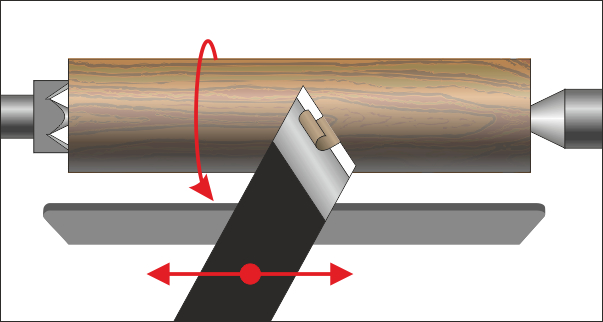
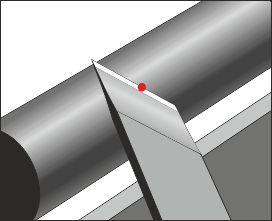
Начинайте с торцевания куска цилиндра нужной длины и переходите к закруглению углов, постепенно приближая профиль детали к нужной форме и размеру. Стамеску надо держать очень крепко, прижимая её не только к детали, а и к подручнику. При неудачном расположении лезвия стамеска сорвётся и мгновенно расковыряет вашу деталь по спирали. Если вы чувствуете себя не уверенно и опасаетесь испортить деталь, перейдите от резания к “скоблению” дерева (смените стамеску). Шар точится равномерно с двух сторон. Его форма проверяется плоским шаблоном и доводится "до ума" напильником и наждачной шкуркой. При желании, поверхность выглаживается до блеска твердой полированной пластиной. Срезается шар постепенно с двух сторон кончиком стамески, так, как делали насечки.
Косяк имеет двухстороннюю заточку и работает во всех направлениях. Я левша, и это помогает мне менять руки при точении справа на лева и с лева на права.

Рано или поздно, но вам придётся столкнуться с вытачиванием шаровой поверхности. Это самая сложная для токаря работа. Конечно, если вы решите всю жизнь скоблить дерево, а не резать, то проблем не будет.
Словами не научишь ремеслу, но несколько слов всё же дам, а дальше, полагайтесь только на практику и опыт.
Положение косяка в верхней точке шара и нижней различны. Стамеска плавно разворачивается своей плоскостью и одновременно с этим опускает “нос” в сторону оси вращения (рукоятка задирается кверху). Одно не точное движение, и стамеска выйдет из под контроля, пропахав шар глубокой бороздой. Ещё раз скажу, держите стамеску крепко, прижимая к подручнику, а не только к дереву.

Установка заготовки на планшайбу.
Точно выставите планшайбу по центру заготовки (вычертив на заготовке круг, равный диаметру планшайбы) и закрепите её шурупами.
Если ваш кусок дерева или другого материала установлен не по центру, то при его вращении станок от дисбаланса будет сильно трясти из стороны в сторону. Желательно заготовку предварительно обрезать по кругу с припуском на обработку.

Планшайба с заготовкой наворачивается на резьбу переходника в шпинделе (по часовой стрелке).

Круглая стамеска для расточных работ.
Разумеется, её форма зависит от профиля точёнки.
Вид сверху, сбоку и снизу.

Режущая кромка стамески располагается строго по центру вращения детали.
Обработка ведётся ближней к вам части заготовки относительно центра вращения. Как только стамеска выйдет за центр вращения в дальнюю часть, её резко отбросит вверх.
Растачивая полость, не наскочите на шурупы, поберегите стамеску!
Но не всегда вам нужно точно центровать деталь на планшайбе. Бывает необходимость в смещении заготовки от центра, чтобы проточить только часть детали после её фрезеровки. Попробуйте домыслить возможности такой обработки сами. Есть много изделий с незначительной доработкой токарным способом, отчего они выглядят весьма неожиданно и эффектно.
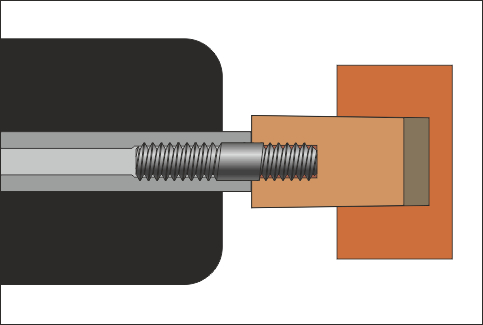
На переходник с двухсторонней резьбой можно накручивать деревянную заготовку. Для этого в ней сверлится отверстие и нарезается резьба только первым метчиком, чтобы обеспечить плотную посадку заготовки на резьбу переходника.
Из заготовки можно выточить нужную деталь, а можно подготовить на ней конусное посадочное место. Тогда все детали с высверленными в них углублениями можно обтачивать на деревянном конусе насадки (размеры конуса и отверстия надо согласовать методом проб и ошибок). Если деталь болтается на оправке, проложите металлическую фольгу или бумагу.

Если затраты времени окупаются количеством вытачиваемых деталей, то есть смысл превратить деревянный конус в цангу. Достаточно сделать два перекрёстных распила через центральное отверстие торца и конусной шплинт расширит отверстие. Заготовка своим донышком будет проталкивать шплинт до тех пор, пока она сможет насаживаться на конус.

Если в насадке расточить или высверлить отверстие, то в него можно забить небольшую заготовку для консольной обработки.
Часто приходится точить детали с тонкими элементами.
Поясню на примере.
У изделия есть полость, которую можно выточить только при консольном креплении детали. Перед тем, как точить тонкую конусную часть детали, полностью закончите основную часть с шаром. Кажется очевидным, что выточив первой ножку, не выточишь шарик, ножка сломается. Но эта очевидность до многих доходит задним числом.
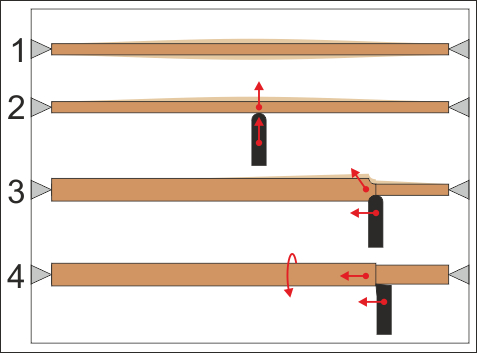
Не стремитесь протачивать длинные и тонкие детали сразу по всей длине. Выполняйте работу поэтапно, начиная и заканчивая обтачивать заготовку у центра задней бабки и постепенно продвигаясь к передней бабке. В таком случае надо учитывать деформации заготовки.
1 - Длинная и тонкая заготовка может при вращении вибрировать даже от собственного веса .
2 - Деталь чувствительней к давлению резца в своём центре, особенно, если площадь соприкосновения с резцом большая.
3 - Стремясь глубже врезаться в заготовку, чтобы проточить нужный диаметр за один проход, резец с большим усилием её отжимает. Добравшись до центра, резец сломает деталь.
4 - Режущая кромка небольшая, и она давит на заготовку вдоль её оси. Придется сделать несколько проходов, зато деталь не сломается.
Пора сказать несколько слов о скорости резания.
Скорость резания заготовки на большом и малом её диаметрах значительно различается. Пройти путь по малому кольцу и по большому за одно и тоже время можно только с разной скоростью движения. Обтачивая наибольший диаметр детали, вы чувствуете стремительное набегание дерева на лезвие стамески. Но, спускаясь всё ниже и ниже к оси вращения, туда, где диаметр детали совсем маленький, резец ощущает падение скорости резания.
Собираетесь точить мелочёвку, создайте максимальную частоту вращения детали, перебросив приводной ремень на шкиве двигателя и на шпинделе.
Частота резания на высокой скорости выше, на малой ниже.
Тонкий кругляк точится на специальном приспособлении, где несколько резцов расположены по диаметру заготовки друг против друга.
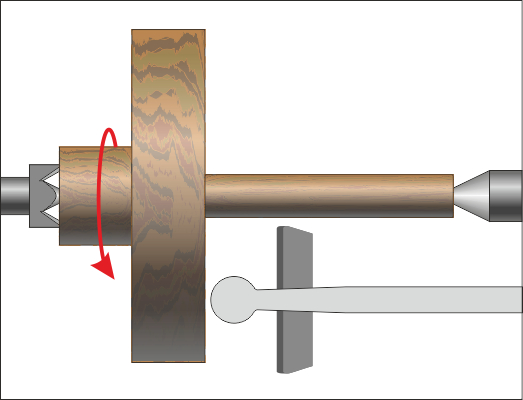
Иногда удобно поджать задним центром не саму обрабатываемую деталь, а тонкий кругляк, который мы прикладываем к ней.
Это обеспечивает доступ инструмента с подручником к торцу детали.
Заточные работы.
Метки: токарный станок по дереву самодельный станок по дереву точение дерева Strung de lemn |
Токарный станок по дереву - 9 |
Дневник |
Часто спрашивают, как самому сделать полукруглые стамески для работы по дереву, и мой ответ прост, купите или закажите специалистам. Все ваши потуги по изготовлению инструмента из напильников или спиц зонтиков нужного качества не дадут. Другое дело, если вы человек заводской, или имеете связи с таковыми, тогда вам и карты в руки.
Для токарных работ (С) лезвие имеет полукруглую кромку.

|
Метки: Стамески по дереву самодельные стамески по дереву пулукруглые стамески |
| Страницы: | [1] |






