Сварочные аппараты активно используются как для производственных, так и для бытовых целей. Для выполнения работы необходимо обеспечить это оборудование электроэнергией. Чтобы создать качественный шов, переменный ток, получаемый из сети, требуется преобразовать в нужную форму. Для этой цели нужно использовать диодный мост для сварочного аппарата. В статье мастерсварщик расскажет, почему это необходимо и как работает выпрямительный узел.
Применение в сварке
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
Максимально допустимое постоянное обратное напряжение;
Максимальный средний прямой ток за период;
Рабочая частота переключения;
Постоянное прямое напряжение при максимальном прямом токе;
Максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Особенность выпрямителей
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Правила техники безопасности при использовании
Многие виды диодов для сварки не могут полноценно работать при чрезмерной запыленности. Поэтому перед применением их нужно продуть. Одно из наиболее удобных средств для этого — использование бытового фена. С его помощью можно не только устранить пыль, но и убрать влагу, которая влияет на электрические характеристики оборудования. Такую продувку необходимо проводить не реже раза в квартал.
Если сварочный аппарат не использовался в течение года, то перед применением его необходимо прогреть. Для этого аппарату дают возможность немного поработать на всех имеющихся режимах. Время, в течение которого проводится эта подготовка, должно быть не меньше двух часов.
При работе сварочный аппарат потребляет большое количество энергии. Важно следить за тем, чтобы он не перегревался. Если его температура превышает допустимую, в работе нужно сделать перерыв.
Нужно проверять наличие изоляции на всех токопроводящих частях. Если она нарушена, её необходимо восстановить. Крепления клемм должны быть надёжными. В процессе работы сварочный аппарат обязательно заземляется. Если он перегревается, причиной может быть одна из следующих неисправностей:
Произошло замыкание в обмотке трансформатора.
Вентилятор охлаждения не работает в полную силу.
Нарушена изоляция сердечника.
Из-за неисправности вторичного контура трансформатора понижено рабочее напряжение.
При обнаружении неисправностей их нужно устранить перед тем, как начать использовать сварочный аппарат.
Заключение
Диодный мост в сварочном аппарате обеспечивает подачу тока, который необходим для выполнения качественной сварки. Этот узел может использовать электропитание 380 или 220 В. В результате его применения переменный ток преобразуется на выходе в тот, который по своим характеристикам близок к постоянному.
Профессия сварщика имеет долгую историю, хотя официальный праздник был установлен только в начале 90-х годов XX века. Сварка как технология существовала уже в древности, когда при изготовлении металлических изделий использовались методы ковки и литейного дела. С развитием промышленности возникла необходимость в усовершенствовании сварочных технологий.
Значительный прорыв в области сварки произошел благодаря открытию русским ученым IX ека Василием Петровым в 1802 году явления электрической дуги, которое позволяло достигать высоких температур между угольными электродами для плавления металла. Это открытие нашло практическое применение в 1881-1882 годах, когда великие ученые Н.Г. Славянов и Н.Н. Бенардос, изучая технологию сварки независимо друг от друга, разработали методы сварки для соединения металлических деталей.
Таким образом, началась эра электросварки. В настоящее время существует множество различных методов сварки, включая электрическую, лазерную, электролучевую, контактную, диффузионную и газовую сварку.
На сегодняшний день нет лучше и надёжнее способа соединения металлов, чем электросварка. Без применения сварки не может обойтись ни производственная, ни строительная сфера. На рынке широко представлены модели сварочных аппаратов, предназначенные для бытового использования. В статье мастерсантехник расскажет о сварочном инверторе Fubag IN 203.
Что собой представляет сварочный инвертор
На протяжении всей своей жизни инвертор претерпевал изменения в конструкции, совершенствовал свои технические характеристики, так что сегодня сварочный аппарат представляет собой «коробку» среднего размера, которая намного легче и меньше всем известного огромного трансформатора.
Современный аппарат электросварки дополнен микроконтроллерами, которые управляют его работой. Инвертор в процессе своей эволюции стал по многим параметрам отличаться от своего предка.
Первое отличие состоит в том, что современные инверторы потребляют гораздо меньше напряжения, что позволяет использовать их для бытовых нужд. Старые модели сварочных аппаратов очень сильно нагружают сеть в данном плане.
Второе принципиальное отличие состоит в том, что при помощи инвертора можно работать в среде защитного газа. Это значит, что при помощи новой модели можно соединять различные металлы. Отдельно следует сказать о сварочных швах, от качества которых зависит сама сварка металлов.
При использовании современной модели инвертора, сварочный шов получается максимально качественным.
Улучшенные технические характеристики позволяют подключать его к бытовой сети. Использование в Fubag IN 203 усовершенствованных электронных плат предохраняет от образования брызг при сварке металлов. Корпус имеет совершенно новый дизайн, а сборка только европейская.
При разработке инвертора Fubag IN 203 были использованы интеллектуальные системы, которые обеспечивают простоту и удобства использования, идеальный шов. В новой модели улучшили технические возможности вентилятора и теплоотвода.
Все современные сварочные аппараты обеспечены защитой от скачков напряжения. Но и этого мало, модель защищена от скачков напряжения вторичного источника питания.
Видео
В сюжете - Обзор сварочного инвертора Fubag IN 203
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание. В этой статье мастерэлектрик расскажет в каких случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
Связанные с неправильным выбором режима сварочных работ;
Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включ
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
Плазменный резак (его также называют плазмотроном);
Сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
Компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
Кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
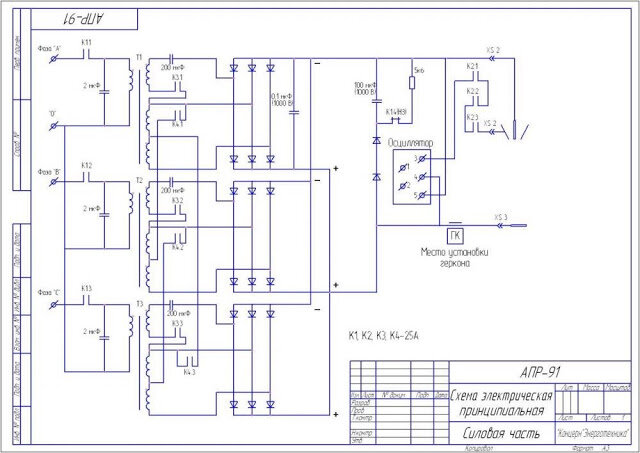
Схемы плазмореза на примере аппарата АПР-91
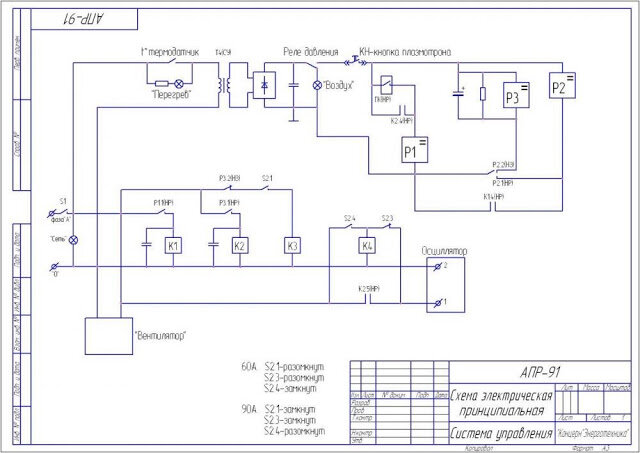
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
Схема силовой части
Схема управления плазмореза
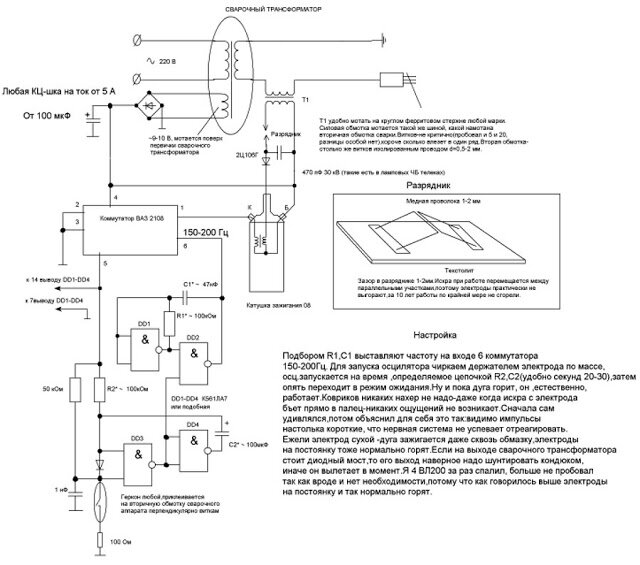
Схема осциллятора
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
Видео
В сюжете - Самодельный плазморез
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
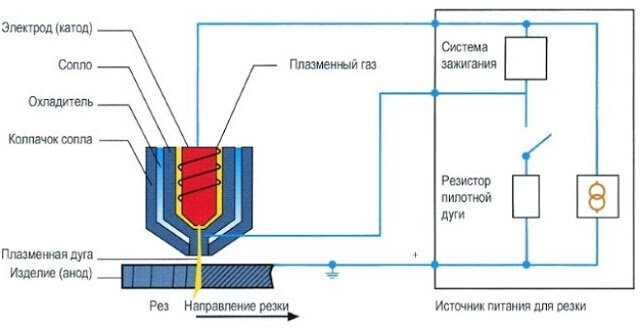
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
Сопла;
Канала, по которому подается воздушная струя;
Электрода;
Изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
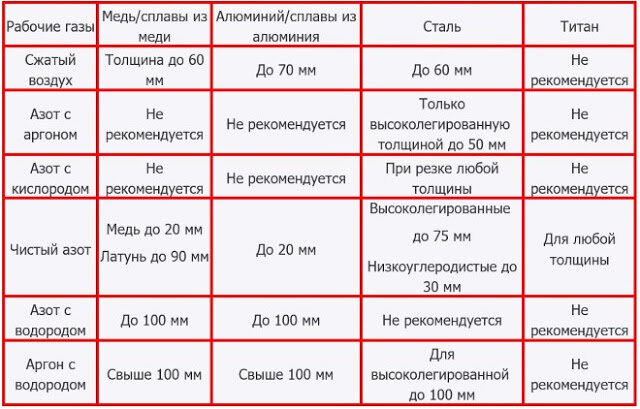
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Видео
В сюжете - Как самому сделать шланг пакет, шлейф для плазмореза
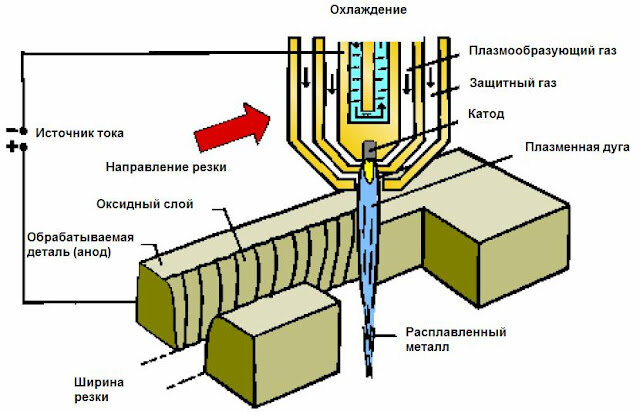
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Видео
В сюжете - Самодельный плазморез, плазменный резак в работе
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
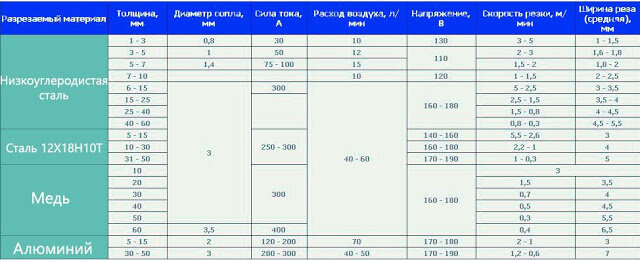
Параметры плазменной резки различных металлов
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Современные сварочные агрегаты стали меньше и легче, некоторые модели можно даже повесить на плечо и забрать на высоту, чтобы произвести сварочные работы. Но эти утверждения справедливы относительно маломощных инверторов, которые приобретаются начинающими или домашними сварщиками. А что делать, если к месту сварки нужно доставить баллон с защитным газом, шланг горелку, провода, маску, запас сварочной проволоки, других расходных материалов. Для этого пригодится тележка для полуавтомата. На ней удобно размещается все, что необходимо для работы. В статье мастерсантехник расскажет, как сделать тележку для сварочного аппарата.
Характеристики и требования
Назначение такого оборудования- обеспечить мобильность и удобство работы сварщика, сократить потери времени на подготовку к сварке, перетаскивание десятков килограммов аппаратуры, инструмента, материалов. С помощью тележки создается полноценный передвижной сварочный пост, на котором размещено все, что нужно для выполнения сварочного шва в любом месте цеха, мастерской или стройплощадки.
Грузоподъемность. Конструкция должна выдержать вес сварочного аппарата, баллона, шланга, проводов, расходных материалов, вспомогательного инструмента. В сумме легко набирается центнер, а то и больше.
Устойчивость. Устройство тележки должно исключать ее опрокидывание, даже если заденет проходящий мимо помощник или сварщик сильно потянет за шланг.
Вместительность. Кроме сварочного аппарата и газового баллона, в удобных лотках, ящиках или на подвесах требуется разместить большое количество крупно- и мелкогабаритных предметов. Они не должны раскачиваться или выпадать во время движения.
Габариты и маневренность. Тележка для сварочного полуавтомата с баллоном должна занимать мало места, габариты транспортного средства должны позволять ему проезжать в проходах до 70 см и поворачивать практически под прямым углом.
Кроме того, устройство должно иметь легкий ход и удобную рукоятку.
Варианты исполнения
Тележку для полуавтомата можно изготовить самостоятельно. Для этого потребуется подготовить ряд инструментов, изучить чертежи и поэтапный план изготовления. Первым делом нужно найти чертёж, в соответствии с которым будет изготавливаться самоделка.
Существует немало вариантов исполнения тележек для полуавтоматических сварочных аппаратов.
Часть из них предназначена для перевозки только аппарата, но и все остальные предметы, необходимые для сварки.
Двухколесные варианты, изготовленные на основе тележки для перевозки баллонов, отличаются наибольшей грузоподъемностью и маневренностью, благодаря большому объему газовых баллоном они обеспечивают большую автономность. Они отличаются также большей маневренностью и проходимостью.
Трех- и четырехколесные образцы способны двигаться только по ровному полу или асфальту, даже 10-сантиметровый ухаб или высокая ступенька может стать для них труднопреодолимой преградой. Для повышения маневренности переднее колесо (или колеса) делают поворотными. Основное преимущество таких конструкций- их высокая устойчивость, удобство работы и доступа к содержимому.
Особенности двухколесной конструкции
Площадка, поддерживающая баллон снизу, сделана таким образом, что превращается в подставку и опору для всей конструкции, когда баллон ставят вертикально. Она же выполняет роль надежного тормоза.
Двухколесная тележка для перевозки полуавтомата имеет два положения:
Рабочее, когда основание стоит на земле;
Транспортное, когда баллон наклонен, основание отрывается от земли, конструкция может катиться на колесах.
На раму в удобном месте навешивается кронштейн для крепления полуавтомата
Кронштейн для полуавтомата приваривается к ручке. Поскольку при транспортировке тележка наклоняется на угол до 45 градусов, аппарат крепят к кронштейну ремнями
К ручке приваривают дополнительные кронштейны для ящиков с инструментом и оборудованием, подвесы для смотанных проводов и другие детали.
Трех- и четырехколесная модель
Трехколесная тележка для полуавтомата с креплением для баллона намного удобнее в работе, чем двухколесная. Обеспечивается свободный доступ к аппарату, другому оборудованию и сварочным материалам, их не надо крепить на время перевозки.
Вместимость ее существенно выше, чем у двухколесной версии. Есть возможность смонтировать выдвижные ящики, дополнительные полки, шкафчики, съемные контейнеры и многое другое.
На таком устройстве можно перевезти все необходимое для работы в дальний угол цеха и не возвращаться за каждой понадобившейся мелочью. Удобная ручка позволяет как тянуть устройство за собой, так и толкать его вперед. Поворотные колеса обеспечивают достаточную маневренность.
Что стоит предусмотреть при изготовлении конструкции
Большинство мастеров изготавливают такую тележку из подручных средств. Но это не значит, что тележка не должна соответствовать ряду требований. Как правило, в этот список входит:
Сечение труб должно быть не менее 40х20, а толщина стенки не менее 1 мм;
Толщина стенок уголка должна быть не менее 1 мм;
Толщина листового металла должна быть не менее 1,5 мм;
Полки стола, а также дополнительное оснащение изготавливается из рифлёного алюминия, либо листа стали и фанеры. При этом сверху должно быть резиновое покрытие. При этом важно помнить, что толщина алюминиевого листа должна быть не менее 2 мм, а толщина фанеры не менее 5 мм;
Также пользователь должен сразу обозначить количество транспортируемых баллонов, ведь от этого напрямую зависит размер тележки;
Оснащение крепкими креплениями в виде хомутов;
Диаметр колёс не должен быть менее 20 см, и они должны быть оснащены шинами из литой резины. Размер ступицы должен быть не менее 18 мм;
Если тележка оснащается 4 колёсами, то одна пара должна быть поворотного типа. Это обеспечит маневренность тележки;
Полка под инвертором должна изготавливаться из плотного материала, это поможет предотвратить падение мелких и посторонних предметов.
Многие пользователи приспосабливают к таким тележкам дополнительные ящики и полки для установки дополнительных конструкций.